Угловое сварочное соединение. Как сваривать стальной уголок
В наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Чтобы добиться проплава в угловом соединении (рис. 76), независимо от диаметра трубы, толщины металла и стенки трубы, а также от положения сварки в пространстве, необходимо первый валик (корневой угловой) выполнить электродом диаметром 3 мм на максимальном токе 95-120 А в зависимости от толщины металла.
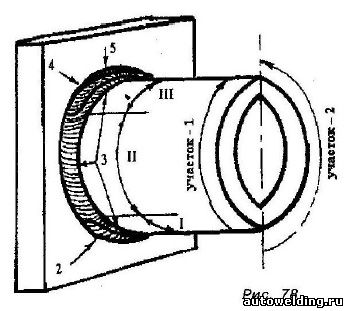
Приварка пластины к трубе вертикального положения (рис. 77)
Сварку производить «углом назад». 1-й валик должен быть по полноте «нормальным» с максимальным проплавом и минимальным по сечению.
Второй валик выполняется электродом диаметром 4 мм на сварочном токе в среднем или максимальном диапазоне в зависимости от толщины металла.
«Замок» второго валика не должен совпадать с «замком» первого валика.
В зависимости от заданного катета выбрать скорость продвижения электрода. Сварку производить без манипулирования, используя длину дуги (короткую или среднюю). Электродом диаметром 4 мм (со средним покрытием по толщине, марки: УОНИИ, MР, АНО и др.) равномерный катет на обе кромки в один проход можно выполнить максимальным в 7-8 мм. Если требуется выполнить катет более 8 мм, необходимо сварку произвести в несколько проходов. Третий валик выполнить на основание, как в нижнем положении, добившись плавного начала валика. При подходе к началу валика обить шлак и если крутое и высокое начало - произвести механическую зачистку или подрубку. Остановка перед началом валика не должна быть менее 15 мм. Переплавив начало третьего валика и не обрывая дуги, подняться на третий валик и начать выполнять четвертый так, чтобы нижний край жидкой ванны соединялся с вершиной третьего валика и образовывал на наружной поверхности заданную форму шва {«нормальный» или «вогнутый»). Техника сварки четвертого валика та же, что и третьего. При замене электрода вновь подготовить площадку (обив от шлака) под сварку пятого валика. В зависимости от глубины и величины незаполненного катета между четвертым валиком и вертикальной стенкой трубы, сварку выполнить в один или два валика. Последний - верхний валик (пятый или шестой - выполнить «нормальным» без подреза на вертикальной стенке. Для этого необходимо, чтобы после предпоследнего валика (четвертого по рис. 77). оставалась минимальная площадка. Пятый валик выполняется почти как горизонтальный на сварочном токе в среднем диапазоне электродом диаметром 4 мм или 3 мм в зависимости от толщины металла и диаметра трубы и величины незаполненной разделки (незаполненного катета).
Приварка пластины к трубе горизонтального положения (рис. 78)
Труба делится вертикальной осевой на два участка, каждый участок на три положения (зоны):
I - потолочное
II - вертикальное
III - нижнее
Сварка каждого участка выполняется с потолочного положения. Первый корневой валик начинается с другого участка на расстоянии 10-20 мм от вертикальной осевой электродом диаметром 3 мм на максимальном токе короткой дугой «углом назад». До вертикальной осевой сварка ведется на спуск. За вертикальной осевой - на подъем, сварку производить «углом вперед» до положения (зоны) III. Постепенно выравнивая угол наклона электрода до 90° по шву, перейти на сварку «углом назад» и закончить валик за вертикальной осевой на 10-20 мм. Корневой валик второго участка начинается с потолочного положения также с другого участка за 10-20 мм за вертикальной осевой и выполняется с той же техникой, что и первый участок.
Весь корневой валик выполняется на одном сварочном токе, небольшого сечения, «нормальной» формы, добиваясь проплавления в угловом соединении. Второй слой выполняется электродом диаметром 3 мм или 4 мм в зависимости от толщины металла диаметра трубы и заданного катета, на сварочном токе среднего для электрода диаметром 4 мм или максимального для электрода диаметром 3 мм диапазона. Потолочное положение выполняется узкими валиками шириной 1-1,5 диаметра электрода с покрытием. Второй валик формировать на пластине и первом корневом валике до положения (вертикального), когда на выбранном сварочном токе трудно сформировать узкий валик. Третий валик - между вершиной второго и трубой, отступив от начала второго на 5-10 мм. Дойдя до окончания второго валика, переплавить его кратер и вертикальное положение (зона II) выполнить одним валиком по всей ширине шва, сохраняя равномерное положение металла шва на обе поверхности.
Сварка по всей ширине вертикального положения позволяет выполнять валик на том же сварочном токе, что и в потолочном положении. Манипулирование электродом - как при вертикальной сварке, только со смещением влево на подъеме с потолочного положения до горизонтальной осевой и со смещением вправо за горизонтальной осевой при подходе к нижнему положению.
Такое манипулирование необходимо для того, чтобы поддерживать жидкую ванну в горизонтальном положении, что способствует формированию шва правильной формы.
Сварку в один проход производить до тех пор, пока не возникнут трудности сформировать по всей ширине (катету) валик на вертикальную и нижнюю поверхности. В этом случае, не обрывая дуги, перейти в два (три) валика, как и в потолочном положении, только первый валик выполнить на трубе как угловой в нижнем положении и закончить его за вертикальной осевой на 10-20 мм другого участка, сохраняя размер (катет) валика на трубе.
Четвертый валик начать чуть ниже на 5 мм от момента перехода с одно го прохода на два и выполнить его, соединив вершину первого с пластиной, закончив в зените или на 5-10 мм (не более) за вертикальной осевой Как правило, такой валик, во избежание зашлаковки и для сохранения формы и размера шва на вертикальной плоскости (пластине), приходите выполнять, манипулируя электродом как бы в вертикальном положении, только со смещением вправо и заходом вперед по первому валику, поддерживая жидкую ванну в горизонтальном положении. В самом зените нижнего положения (короткий участок на пластине) бывает сложно набрать вторым валиком заданный катет. После заварки второго участка по той же технике сварки, проложить дополнительный валик на пластину (пятый в нижнем положении), если необходимо набрать определенный катет шва.
Рекомендуется дополнительный валик, пятый, выполнить электродом 3 мм, подобрав сварочный ток как для горизонтального шва на вертикальной плоскости. Последующие и лицевые слои, если заложен большой катет, выполнить по рекомендуемой технике сварки второго слоя. Сварка всех видов валиков выполняется короткой дугой.
Приварка пластины к трубе вертикального положения в потолочном исполнении (рис. 79)
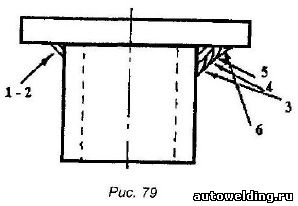
Порядок выполнения валиков такой же, что в нижнем положении.
Первый (корневой) валик варится электродом диаметром 3 мм короткой дугой, под «прямым углом» или «углом назад» - 70°-90°. По отношению к поверхностям - под 45°. Сварочный ток в максимальном диапазоне.
Второй валик по возможности выполнить электродом диаметром 4 мм, как и первый, подобрав сварочный ток в среднем диапазоне.
Третий слой выполнить в несколько проходов, начиная первый (третий по рис. 79) на трубе и втором валике. Валик выполняется как горизонтальный, с полочкой. На расстоянии до начала валика не менее 10 мм необходимо сварку остановить, зачистить от шлака шов и продолжить сварку по спирали. Используя полочку предыдущего валика, заполняя угол по заданному катету, сварка производится в виде наплавки, узкими валиками. Валики между первым в каждом слое и последним (6-м по рис.79) выполняются под углом, как и корневой. Последний (шестой) - как потолочный «нормальный» без полочки.
Сварка угловых соединений труб . Чтобы добиться проплава в угловом соединении (рис. 1), независимо от диаметра трубы, толщины металла и стенки трубы, а также от положения сварки в пространстве, необходимо первый валик (корневой угловой) выполнить электродом диаметром 3 мм на максимальном токе 95-120 А в зависимости от толщины металла.
Другие страницы по теме Сварка угловых соединений :
Рисунок 1.
Сварка угловых соединений
Приварка пластины к трубе вертикального положения .
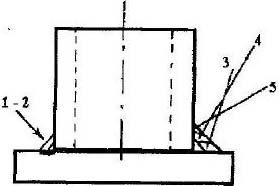
Рисунок 2. Приварка пластины к трубе вертикального положения .
Сварка угловых соединений производится «углом назад». 1-й валик должен быть по полноте «нормальным» с максимальным проплавом и минимальным по сечению.
Второй валик выполняется электродом диаметром 4 мм на сварочном токе в среднем или максимальном диапазоне в зависимости от толщины металла.
«Замок» второго валика не должен совпадать с «замком» первого валика.
В зависимости от заданного катета выбрать скорость продвижения электрода. Сварку производить без манипулирования, используя длину дуги (короткую или среднюю). Электродом диаметром 4 мм (со средним покрытием по толщине, марки: УОНИИ, MР, АНО и др.) равномерный катет на обе кромки в один проход можно выполнить максимальным в 7-8 мм. Если требуется выполнить катет более 8 мм, необходимо сварку произвести в несколько проходов. Третий валик выполнить на основание, как в нижнем положении, добившись плавного начала валика. При подходе к началу валика обить шлак и если крутое и высокое начало - произвести механическую зачистку или подрубку. Остановка перед началом валика не должна быть менее 15 мм. Переплавив начало третьего валика и не обрывая дуги, подняться на третий валик и начать выполнять четвертый так, чтобы нижний край жидкой ванны соединялся с вершиной третьего валика и образовывал на наружной поверхности заданную форму шва {«нормальный» или «вогнутый»). Техника сварки четвертого валика та же, что и третьего. При замене электрода вновь подготовить площадку (обив от шлака) под сварку пятого валика. В зависимости от глубины и величины незаполненного катета между четвертым валиком и вертикальной стенкой трубы, сварку выполнить в один или два валика. Последний - верхний валик (пятый или шестой - выполнить «нормальным» без подреза на вертикальной стенке. Для этого необходимо, чтобы после предпоследнего валика (четвертого по рис. 2). оставалась минимальная площадка. Пятый валик выполняется почти как горизонтальный на сварочном токе в среднем диапазоне электродом диаметром 4 мм или 3 мм в зависимости от толщины металла и диаметра трубы и величины незаполненной разделки (незаполненного катета).
Приварка пластины к трубе горизонтального положения
.
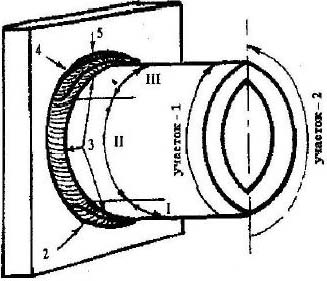
Труба делится вертикальной осевой на два участка, каждый участок на три положения (зоны):
I - потолочное
II - вертикальное
III - нижнее
Рисунок 3. Приварка пластины к трубе горизонтального положения .
Сварка каждого участка выполняется с потолочного положения. Первый корневой валик начинается с другого участка на расстоянии 10-20 мм от вертикальной осевой электродом диаметром 3 мм на максимальном токе короткой дугой «углом назад». До вертикальной осевой сварка ведется на спуск. За вертикальной осевой - на подъем, сварку производить «углом вперед» до положения (зоны) III. Постепенно выравнивая угол наклона электрода до 90° по шву, перейти на сварку «углом назад» и закончить валик за вертикальной осевой на 10-20 мм. Корневой валик второго участка начинается с потолочного положения также с другого участка за 10-20 мм за вертикальной осевой и выполняется с той же техникой, что и первый участок.
Весь корневой валик выполняется на одном сварочном токе, небольшого сечения, «нормальной» формы, добиваясь проплавления в угловом соединении. Второй слой выполняется электродом диаметром 3 мм или 4 мм в зависимости от толщины металла диаметра трубы и заданного катета, на сварочном токе среднего для электрода диаметром 4 мм или максимального для электрода диаметром 3 мм диапазона. Потолочное положение выполняется узкими валиками шириной 1-1,5 диаметра электрода с покрытием. Второй валик формировать на пластине и первом корневом валике до положения (вертикального), когда на выбранном сварочном токе трудно сформировать узкий валик. Третий валик - между вершиной второго и трубой, отступив от начала второго на 5-10 мм. Дойдя до окончания второго валика, переплавить его кратер и вертикальное положение (зона II) выполнить одним валиком по всей ширине шва, сохраняя равномерное положение металла шва на обе поверхности.
Сварка по всей ширине вертикального положения позволяет выполнять валик на том же сварочном токе, что и в потолочном положении. Манипулирование электродом - как при вертикальной сварке, только со смещением влево на подъеме с потолочного положения до горизонтальной осевой и со смещением вправо за горизонтальной осевой при подходе к нижнему положению.
Такое манипулирование необходимо для того, чтобы поддерживать жидкую ванну в горизонтальном положении, что способствует формированию шва правильной формы.
Сварку в один проход производить до тех пор, пока не возникнут трудности сформировать по всей ширине (катету) валик на вертикальную и нижнюю поверхности. В этом случае, не обрывая дуги, перейти в два (три) валика, как и в потолочном положении, только первый валик выполнить на трубе как угловой в нижнем положении и закончить его за вертикальной осевой на 10-20 мм другого участка, сохраняя размер (катет) валика на трубе.
Четвертый валик начать чуть ниже на 5 мм от момента перехода с одно го прохода на два и выполнить его, соединив вершину первого с пластиной, закончив в зените или на 5-10 мм (не более) за вертикальной осевой Как правило, такой валик, во избежание зашлаковки и для сохранения формы и размера шва на вертикальной плоскости (пластине), приходите выполнять, манипулируя электродом как бы в вертикальном положении, только со смещением вправо и заходом вперед по первому валику, поддерживая жидкую ванну в горизонтальном положении. В самом зените нижнего положения (короткий участок на пластине) бывает сложно набрать вторым валиком заданный катет. После заварки второго участка по той же технике сварки, проложить дополнительный валик на пластину (пятый в нижнем положении), если необходимо набрать определенный катет шва.
Рекомендуется дополнительный валик, пятый, выполнить электродом 3 мм, подобрав сварочный ток как для горизонтального шва на вертикальной плоскости. Последующие и лицевые слои, если заложен большой катет, выполнить по рекомендуемой технике сварки второго слоя. Сварка всех видов валиков выполняется короткой дугой.
Приварка пластины к трубе вертикального положения в потолочном исполнении .
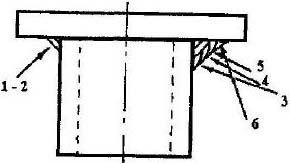
Рисунок 4. Приварка пластины к трубе вертикального положения в потолочном исполнении
.
Порядок выполнения валиков такой же, что в нижнем положении.
Первый (корневой) валик варится электродом диаметром 3 мм короткой дугой, под «прямым углом» или «углом назад» - 70°-90°. По отношению к поверхностям - под 45°. Сварочный ток в максимальном диапазоне.
Второй валик по возможности выполнить электродом диаметром 4 мм, как и первый, подобрав сварочный ток в среднем диапазоне.
Третий слой выполнить в несколько проходов, начиная первый (третий по рис. 4) на трубе и втором валике. Валик выполняется как горизонтальный, с полочкой. На расстоянии до начала валика не менее 10 мм необходимо сварку остановить, зачистить от шлака шов и продолжить сварку по спирали. Используя полочку предыдущего валика, заполняя угол по заданному катету, сварка производится в виде наплавки, узкими валиками. Валики между первым в каждом слое и последним (6-м по рис.4) выполняются под углом, как и корневой. Последний (шестой) - как потолочный «нормальный» без полочки.
Welding Materials 2016-04-14T11:47:33+00:00 Как сваривать стальной уголок
Welding Materials
Сегодня уголковый профиль довольно часто используется в процессе строительства различных зданий и сооружений. Также его применяют при проведении менее глобальных работ, например, для сборки ограждающих конструкций для земельных участков. Вопрос «как правильно сварить уголок?» интересует многих, поскольку от правильного выбора технологии сварки зависит прочность конструкции и долговечность её эксплуатации.
Как сварить железные уголки под прямым углом?
Сварить уголок под 90 градусов не так просто, как может показаться. Существует достаточно много вариантов такой сварки. Тонкости заключаются в том, чтобы наиболее точно расположить два уголка по отношению друг к другу. Можно выделить несколько основных видов соединений:
- Уголки располагаются вертикальными полками наружу (один уголок вкладывается в другой). Такой способ обеспечит наиболее гладкую форму свариваемой рамы и именно поэтому используется чаще всего.
- Кромки уголкового профиля разделываются под угол 45° и после этого стыкуются.
- Вязка угла в шип – в полках уголка делают вырезы (самый сложный способ).
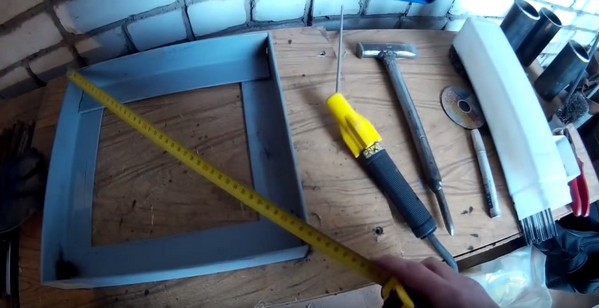
Рассмотрим первый, самый простой способ сварки уголка в рамку. Предварительно необходимо сделать заготовки из уголкового профиля, отрезав их в размер и зачистив область наложения сварного шва.
![]()
Затем, уложив уголки в рамку, нужно измерить диагонали, чтобы убедиться в правильности размеров будущего изделия.
Далее с торца каждого угла (с внешней стороны) необходимо сделать прихватки при помощи электрода. Это необходимо, чтобы зафиксировать положение уголков в рамке. Затем выполняются прихватки внутри рамки (в каждом углу).

После наложения прихваток необходимо осуществить полную обварку мест стыковки металлических уголков. В зависимости от того, насколько велика будет нагрузка на рамку при эксплуатации, зависит, сколько швов придется наложить – то есть достаточно ли выполнить только внутреннюю сварку или еще и обварку всех торцов снаружи.

Завершающим этапом сварки металлических уголков в рамку станет зачистка швов от шлака. Данную операцию необходимо выполнять аккуратно, чтобы не повредить сварной шов.
Как сварить два уголка встык?
Сваривать уголки, как, собственно, и другие профили, встык несколько легче, чем выполнять сварку под углом. Предварительную разделку кромок можно не выполнять и сразу стыковать концы двух уголковых профилей. Главное, чтобы кромки были зачищены, поскольку в противном случае в сварочном шве могут образоваться поры. Количество проходов может быть различным и зависит от толщины стенок свариваемого уголка.
Сваривать металлический уголок можно, совершая электродом колебательные движения или круговые (спиралью). Прежде чем начать сварку, нужно зажечь дугу, например, ударом электрода о металлическую поверхность.
Угол наклона электрода должен быть равен 45°. Это позволит сварщику свободно наблюдать за сварочной ванной и формировать ровный шов.
После завершения сварки необходимо аккуратно отбить образовавшийся шлак и брызги.
Чтобы сварной шов при сварке уголкового профиля был максимально прочным и надёжным, необходимо пользоваться качественными расходными материалами. Для их приобретения обращайтесь в компанию Welding Materials. Мы осуществляем продажу электродов, сварочной проволоки, принадлежностей для сварки и средств индивидуальной защиты от лучших производителей. Для вас действуют самые низкие цены и удобные условия оформления заказа!
Новые статьи
- Русско-португальский разговорник для туристов (путешественников) с произношением
- Португальский язык для туристов
- Какие основные различия испанского языка в Испании и Латинской Америке?
- Датско-русские онлайн-переводчики Датский язык переводчик
- Чем отличается португальский язык от испанского
- Транзитный сатурн в оппозиции к натальному сатурну Оппозиция Луна – Сатурн в радиксе мужчины
- Гороскоп работы и денег
- Защита от сглаза и зависти поможет сохранить то, что дорого Как ставить защиту от
- Что значит, если снится сон во сне?
- Китайский гороскоп БЫК (Вол)
Популярные статьи
- Травяные чаи при боли в горле
- Что делать при поносе и температуре у взрослого
- Гадание на воске: правильное толкование фигур Порядок проведения гадания
- Совместимость лунных рыб Кто подходит женщине с луной в рыбах
- Что любит Скорпион в сексе?
- Снилось сосед спускается со стремянки по ванге
- Краткий курс теоретической механики
- Подготовка к ЕГЭ по математике (профильный уровень): задания, решения и объяснения
- Софийско-успенский собор в тобольске
- Полтавская епархия подтвердила свою верность канонической упц