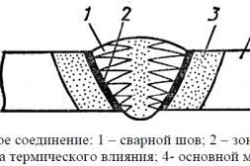
Определение дефектов сварных швов. Дефекты сварных швов и способы их устранения
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА по профессии «СВАРЩИК»
Преподаватель спецдициплин
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ И ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ
Цели занятия
Изучив данный учебный элемент, вы будете знать:
Основные дефекты сварных соединений;
Причины возникновения дефектов в сварных соединениях.
Сопутствующие учебные элементы и пособия
- «Типы сварных соединений».
- «Виды сварных швов».
Общие сведения
Данный учебный элемент охватывает основные дефекты сварных соединений и причины, вызывающие их появление в процессе ручной дуговой сварки (сварка покрытыми металлическими электродами).
Учебный элемент содержит используемые в науке, технике и производстве термины и определения основных понятий в области сварки металлов, которые применяются в документации всех видов научно-технической, учебной и справочной литературе .
Основные понятия
К дефектам сварных соединений относятся различные отклонения от установленных норм и технических требований к размерам, форме и свойствам сварных соединений, которые уменьшают прочность и эксплуатационную надежность и могут привести к разрушению сварного соединения и всей конструкции.
В процессе изготовления сварного соединения в металле шва и околошовной зоне могут быть получены сварочные дефекты.
По характеру залегания дефекты в сварных соединениях делятся на внешние и внутренние .
Внешние дефекты - это дефекты, выявленные при внешнем осмотре и измерительном контроле сварного соединения.
Внешние дефекты:
Несоответствие геометрических размеров сварного шва (избыточное или недостаточное усиление, неравномерность ширины и (или) высоты шва);
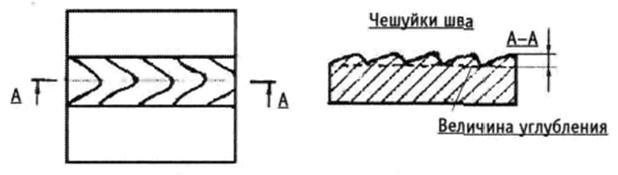
Неравномерная грубая чешуйчатость;
Западания между валиками;
Брызги металла;
Прожоги;
Незаплавленные кратеры;
Подрезы основного металла;
Поры (одиночные, скопление, цепочки);
Шлаковые включения (одиночные, скопление, цепочки);
Трещины;
Непровары корня шва;
Проплавление;
Вогнутость корня шва.
Внутренние дефекты - это дефекты, выявленные при использовании неразрушающих методов контроля таких, как радиографический контроль, ультразвуковой контроль.
Внутренние дефекты;
Непровары между свариваемыми кромками;
Непровары в корне шва;
Внутренние трещины;
Поры и шлаковые включения (одиночные, скопления, цепочки), не выходящие на поверхность.
Основные дефекты сварных швов и причины их возникновения
Трещина сварного соединения - дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к нему зонах.
К трещинам сварного соединения относятся:
- продольная трещина - трещина, ориентированная вдоль оси сварного шва;
- поперечная трещине - трещина, ориентированная поперек оси сварного шва.
http://pandia.ru/text/78/161/images/image003_21.gif" realsize="231x123" width="231" height="123" align="left hspace=">
- кратерная трещина - трещина (продольная, поперечная, разветвленная) в кратере валика (слоя) сварного шва.
Причины появления трещин:
Нарушение разработанной технологии сварки;
Несоответствие применяемых сварочных материалов;
Склонность свариваемого металла к закалке;
Высокие скорости охлаждения сварного соединения;
Сварка изделия при низкой температуре.
Причина появления кратерной трещины
Исправление: вырезка, вышлифовка до полного удаления дефекта с последующей заваркой.
Свищи
http://pandia.ru/text/78/161/images/image005_12.gif" align="left" width="227" height="260">Поры
Пора в сварном шве - дефект сварного шва в виде полости округлой формы, заполненной газом.
Цепочка пор в сварном шве - группа пор в сварном шве, расположенных в линию.
Скопление пор в сварном шве – группа близко расположенных пор.
Причины появления пор:
Сварка увлажненными (непросушенными) покрытыми электродами;
Плохая подготовка кромок под сварку (наличие ржавчины, масла, краски и др. загрязнений);
Завышение скорости сварки.
Скопление пор - недопустимый дефект.
Исправление: для плоских элементов - вышлифовка, механическая строжка или фрезеровка, воздушно-дуговая строжка (ВДС) угольными электродами с последующей заваркой.
Для трубных элементов - выборка дефектов на токарном станке с последующей заваркой.
Непровар кромок и несплавления между кромками и валиками или между валиками сварного соединения. Непровар - дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
Причины непровара свариваемых между собой кромок:
Заниженный зазор между свариваемыми кромками;
Завышенное притупление кромок;
Малый угол скоса кромок;
Завышение скорости сварки;
Смещение электрода с оси стыка;
Недостаточная сила сварочного тока;
Неравномерная величина притупления кромок по длине стыка;
Новые валики (или слои) выполняются по слою предыдущего металла с неудаленным сварочным шлаком при многослойной сварке;
Недостаточно точное направление электрода относительно предыдущего валика (или слоя) при многослойной сварке;
Блуждание сварочной дуги (магнитное дутье).
Исправление: при небольших объемах работ - вышлифовка, при больших объемах работ - механическая строжка, фрезеровка на станке или воздушно-дуговой сторожкой, выплавка газовой резкой с последующей заваркой.
Прожог
Прожог сварного шва - дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
Причины прожога:
Завышенный сварочный ток;
Малое притупление свариваемых кромок;
Неравномерный зазор по длине между свариваемых кромок;
Малая скорость сварки;
Неравномерная величина притупления кромок по длине стыка.
Исправление: зашлифовка с двух сторон с последующей заваркой.
Шлаковые включения
Шлаковые включения сварного шва - дефект в виде вкрапления шлака в сварном шве.

Причины появления шлаковых включений:
Завышение скорости сварки;
Плохая подготовка кромок под сварку;
Плохо отбита шлаковая корка предыдущего (нижнего) слоя,
Большая длина сварочной дуги.
Скопление шлаковых включений - недопустимый дефект.
Исправление: для плоских элементов - вышлифовка (отдельно стоящий и скопление шлака) механическая и воздушно-дуговая строжка (ВДС) (цепочки шлака) с последующей заваркой.
Для трубных элементов - вышлифовка (отдельно стоящий или скопление шлака), выборка на токарном станке (цепочки шлака) с последующей заваркой.
Брызги электродного металла
Брызги металла - дефект в виде капель на поверхности сварного соединения.
Причины появления брызг металла:
Завышенный сварочный ток;
Большая длина сварочной дуги;
Магнитное дутье;
Некачественно изготовленный электрод (эксцентричность покрытия).
Исправление: срубить зубилом и молотком, с последующей зашлифовкой мест удаления.
Поверхностное окисление
Поверхностное окисление сварного соединения - дефект в виде окалины или пленки окислов на поверхности сварного соединения.
Причины появления окисной пленки:
Плохая защита металла от воздуха;
Преждевременное удаление слоя шлаковой корки со сварного шва;
Перегрев металла.
Исправление: если нет особых требований к окисной пленке на чертеже, допускается не удалять. В противном случае - зачистка вручную металлической щеткой или с помощью шлифовальной машины.
Подрез
Подрез зоны сплавления - дефект в виде углубления по линии сплавления сварного шва с основным металлом
Подрезы зоны сплавления: как правило - двусторонний при сварке стыкового шва, и односторонний на вертикальной плоскости при сварке углового шва.
Причины появления подреза:
Низкая квалификация сварщика (неправильные поперечные движения концом электрода);
Смещение электрода в сторону вертикальной стенки при сварке углового шва (подрез вертикальной стенки);
Завышение сварочной дуги;
Завышенная скорость сварки;
Эксцентричность покрытия электрода.
Исправление: расшлифовка (сглаживание) подрезов или их подварка.
Дефекты формирования сварного шва
К дефектам формирования сварного шва относятся:
- наплыв в сварном соединении - дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним;
- углубление между валиками - это продольная впадина между двумя соседними валиками шва;
-грубая чешуйчатость - поперечные или округлые углубления на поверхности валика, образовавшиеся вследствие неравномерности затвердевания металла сварочной ванны;
-кратер - дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании, располагается в местах резкого обрыва дуги или окончания сварки;
- превышение усиления сварного шва - избыток наплавленного металла на лицевой стороне (сторонах) стыкового шва;
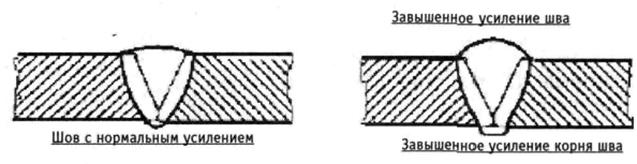
- превышение выпуклости сварного шва - избыток наплавленного металла на лицевой стороне углового шва;
-  местное превышение проплавления сварного шва
– местный избыточный проплав (с внутренней стороны одностороннего шва);
местное превышение проплавления сварного шва
– местный избыточный проплав (с внутренней стороны одностороннего шва);
- протёк сварного шва - стекание металла вследствие действия силы тяжести;
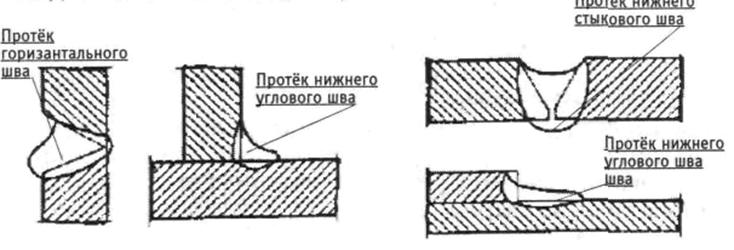
http://pandia.ru/text/78/161/images/image020_5.gif" align="left" width="288" height="136">
- неравномерная ширина шва - чрезмерное колебание ширины шва
-  неравномерная высота шва
- чрезмерная неровность наружной поверхности шва;
неравномерная высота шва
- чрезмерная неровность наружной поверхности шва;
- плохое возобновление шва - местная неровность поверхности в месте возобновления сварки.
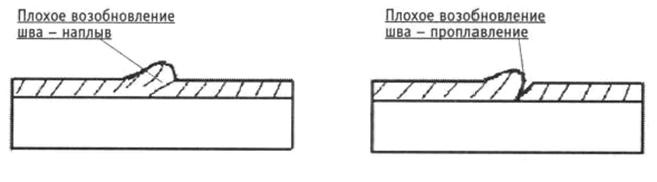
Причины появления дефектов формирования сварного шва : такие дефекты формирования сварного шва, как неплавные сопряжения сварных швов и сварного шва с основным металлом, неравномерность высоты (катета) и ширины шва, наплывы, неравномерная чешуйчатость получаются при:
Неправильном выборе режима сварки;
В результате низкой квалификации сварщика;
Из-за низкого качества сборки узла.
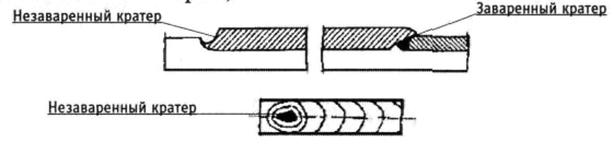
Причины появления незаверенного кратера:
Низкая квалификация сварщика;
Резкий обрыв сварочной дуги.
Категория дефекта : наплыв (натекание), превышение усиления сварного шва, местное превышение проплавления, асимметрия углового шва, неравномерная ширина и высота шва, плохое возобновление шва, углубление между валиками, грубая чешуйчатость - допускаются при выполнении требований нормативно-технической документации на данное изделие.
Исправления: подшлифовка.
Углубления и грубую чушуйчатость подшлифовать (сгладить) и (или) подварить.
Исправление: подшлифовать и подварить.
Исправление: подварить.
 Усадочная раковина
Усадочная раковина
Усадочная раковина сварного шва: дефект в виде полости или впадины, образованный при усадке металла шва в условиях отсутствия питания жидким металом.
Причины появления усадочной раковины: местное засорение металла сварочной ванны легкоплавкими веществами на основе серы, фосфора и др.
Исправление: подшлифовка.
Вогнутость корня шва

Вогнутость корня шва - дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
Причины появления вогнутости корня шва:
Завышенный зазор между свариваемыми кромками;
Недостаточная величина сварочного тока;
Завышенная скорость сварки.
Исправление: подшлифовка и подварка.
Смещение кромок
Смещение сваренных кромок (d ) - неправильное положение сваренных кромок друг относительно друга.
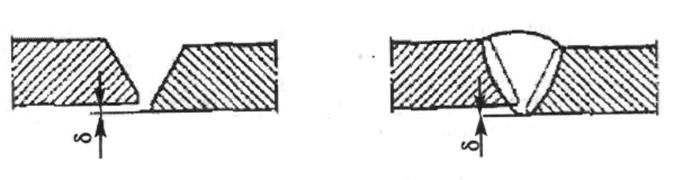
Причины появления смещения кромок:
Неправильная (некачественная) сборка деталей под сварку;
Некачественная прихватка;
Недостаточное количество прихваток;
-  неравномерное распределение прихваток.
неравномерное распределение прихваток.
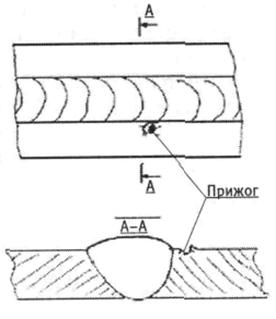
Случайное оплавление основного металла в результате зажигания дуги или гашения (прижог) - дефект в виде повреждения поверхности основного металла, примыкающего к сварному шву; возникает в результате случайного или преднамеренного возбуждения дуги вне разделки соединения.
Причина появления прижогов:
Низкая квалификация сварщика.
Исправление: зачистка мест прижога до «здорового» металла
Контрольные вопросы
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
1. Что называется трещиной?
а) Дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к ниму зонах.
б) Дефект в виде внутренней полости.
в) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
2. Что называется порой?
а) Дефект в виде полости или впадины, образованной при усадке металла шва.
б) Дефект, имеющий ответвления в различных направлениях.
в) Дефект сварного шва в виде полости округлой формы, заполненной газом.
3. Что называется непроваром кромок?
а) Дефект, ориентированный вдоль сварного шва в виде разрыва.
в) Дефект в виде скопления шлака в сварном шве.
4. Что называется прожогом?
а) Дефект в виде воронкообразного углубления в сварном шве.
б) Дефект в виде полости или впадины в сварном шве.
в) Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
5. Что такое шлаковое включение?
а) Дефект сварного шва в виде полости округлой формы, заполненной газом.
б) Дефект в виде шлака в сварном шве.
в) Дефект в виде углубления по линии сплавления шва с основным металлом.
6. Что называется подрезом?
а) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
б) Дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок.
в) Дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
7. Что такое кратер?
а) Дефект в виде воронкообразного углубления в середине сварного шва.
б) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
в) Дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании в конце сварного шва.
8. Что называется прижогом?
а) Дефект в виде окалины или пленки окислов на поверхности сварного соединения.
б) Дефект в виде затвердевших капель на поверхности сварного. соединения.
в) Дефект в виде местного повреждения поверхности основного металла, возникшее в результате случайного или преднамеренного возбуждения дуги вне разделки соединения.
9. Каковы причины появления пор?
а) Хорошо прокаленные электроды.
б) Влажные электроды.
в) Наличие ржавчины или масла на сварочных кромках.
10. Каковы причины появления брызг электродного металла?
а) Большая длина сварочной дуги.
б) Большая ширина сварного шва.
в) Магнитное дутье.
Нарушение требований, установленных нормативными документами, при сварке плавлением приводит к образованию брака. Дефекты сварных соединений ГОСТ 30242-97 разделяет на шесть групп. Их нужно знать так же хорошо, как и то, правильно.
Трещины: разновидности, причины их образования
Трещиной называют несплошность, которая вызывается резким охлаждением или воздействием нагрузок. Разновидность этого дефекта, которую можно обнаружить только оптическими приборами с увеличением, не менее пятидесятикратного, называют микротрещиной.
Продольные трещины располагаются вдоль сварного соединения и могут располагаться:
- в металле шва;
- в основном материале;
- на границе сплавления;
- в области температурного влияния.
Трещины в основном металле, причиной которых являются высокие напряжения, называют скрытыми. Внешне они напоминают ступеньки. Этот дефект присущ сварным соединениям значительной толщины. Высокие напряжения вызываются слишком жесткими соединениями или некорректным выбором сварочной технологии. Уменьшение сварочных напряжений снижает вероятность образования скрытых продольных трещин.
Конфигурация продольных трещин определяется линиями сплавления шва и основного металла.
Эти трещины разделяют на:
- горячие, их причиной является высокотемпературная хрупкость сплавов;
- холодные — возникают при медленном разрушении металла.
Поперечные трещины ориентированы перпендикулярно оси сварного шва. Они могут возникать, как в основном материале и металле сварного соединения, так и в зоне температурного влияния.
Радиальные трещины расходятся из одной точки и иначе называются звездообразными. Места их расположения аналогичны локализациям поперечных трещин. Причины образования поперечных и радиальных трещин такие же, как и у продольных.
В месте отрыва дуги на поверхности шва образуется углубление. Дефекты, которые возникают в этом месте, называют трещинами в кратере. Они разделяются на продольные, поперечные, звездоподобные. Конфигурацию этого дефекта определяют: микроструктура зоны сварного соединения, фазовые, термические и механические напряжения.
Если возникает группа не связанных друг с другом трещин, то они называются раздельными. Места и причины их возникновения аналогичны этим характеристикам поперечных и радиальных трещин.
Если из одной трещины образуется группа трещин, то такой брак носит название разветвленных трещин. Места их расположения — основной материал, металл шва, область термического влияния. Причины возникновения такие же, как и у продольных трещин.
Поры: их форма, места расположения и причины появления
Дефекты сварных соединений и соединений в виде полостей в сварном соединении называют порами. Эти полости заполнены газом, который не успел выделиться наружу.
Различают следующие разновидности пор:
- Газовая полость — это образование произвольной формы, не имеющее углов, причиной появления которого явились газы, не успевшие покинуть расплавленный материал.
- Газовой порой называют газовую полость, имеющую сферическую форму.
- Группа газовых пор, которая располагается в металле сварного соединения, называется равномерно распределенной пористостью.
- Скопление пор — это три или более газовых полостей, расположенных кучно на расстоянии между собой, не превышающем тройной диаметр максимальной поры.
- Цепочкой пор называют ряд газовых полостей, которые располагаются линией вдоль сварного соединения с расстоянием между ними, не превышающем трех диаметров наибольшей из пор.
- Если дефектом является несплошность, вытянутая вдоль оси сварного шва и имеющая высоту, которая гораздо меньше длины, то она называется продолговатой полостью.
- Свищом называют трубчатую полость, которая располагается в металле сварного шва. Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елочек.
- Газовая полость, нарушающая целостность поверхности сварного соединения, называется поверхностной порой.
- Если во время затвердевания вследствие усадки образуется полость — она носит название усадочной раковины. А усадочная раковина, расположенная в конце валика и не заваренная при последующих проходах, называется кратером.
Поры — дефекты сварных соединений, фото которых приведено ниже, появляются из-за наличия вредных примесей, как в основном металле, так и в присадочном. Поры могут образовываться из-за ржавчины и прочих загрязнений, которые не были удалены перед проведением сварки с кромок материала, повышенного содержания углерода, высокой скорости сварочного процесса, нарушений защиты сварочной ванны. Самой частой причиной возникновения пор является отсыревшее покрытие плавящегося электрода.
Наличие одиночных пор не представляет опасности, а вот их цепочка может негативно сказаться на прочностных характеристиках сварного соединения. Участок сварочного шва, пораженный этими дефектами, переваривают, предварительно механически его зачистив.
 Поры и шлаковые включения
Поры и шлаковые включения
Виды твердых включений в сварном шве
Твердые инородные включения, как металлического, так и неметаллического характера, имеющие в своей конфигурации хотя бы один острый угол, являются недопустимым дефектами в сварном соединении, поскольку играют роль концентраторов напряжений. Дополнительная опасность этих дефектов заключается в том, что они не видимы снаружи. Обнаружить их можно только методами неразрушающего контроля.
 Шлаковые включения в сварном соединении
Шлаковые включения в сварном соединении
Твердые включения разделяются на следующие виды:
- Шлаковые включения — это шлаки, попавшие в сварочный шов. В зависимости от того, в каких условиях они были образованы, они бывают линейными, разобщенными, прочими. Причины их образования — большие скорости сварочного процесса, загрязненные кромки, многослойная сварка, если швы между слоями очищены некачественно. Форма этих бракованных включений очень разнообразна, поэтому они могут быть гораздо опаснее округлых пор.
- Флюсы, служащие для защиты металла от окисления, являются причиной образования флюсовых включений. Также, как и шлаковые, флюсовые включения делят на линейные, разобщенные и прочие.
- Причинами образования оксидных включений могут быть: недостаточно чистая поверхность основного или присадочного металлов, вытаскивание горячего сварочного прутка из области защиты, неправильная подготовка кромок — слишком сильное их затупление.
- Частицы сторонних металлов — вольфрама, меди или других образуют металлические включения. Причиной их образования может стать эрозия вольфрамового электрода или случайное попадание металлических частиц снаружи, а также при использовании для поджига медной стружки.
Несплавление и непровар: причины возникновения
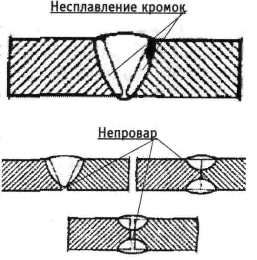 Непровар и несплавление
Непровар и несплавление
Дефекты — несплавление и непровар — это отсутствие соединения основного материала и металла сварного соединения.
Несплавление возникает при высоких скоростях сварочного процесса и силе тока более 15000С. Для предотвращения несплавлений необходимо уменьшить скорость сварки, снизить временной разрыв между образованием и заполнением канавки, тщательно очищать сварочную зону от масел и загрязнений. Несплавления могут располагаться:
- в корне сварного шва;
- на боковой стороне;
- между валиками.
Непровар возникает по причине невозможности расплавленного металла достичь корня шва. Причин непровара может быть несколько:
- недостаточный сварочный ток;
- слишком высокая скорость перемещения электрода;
- увеличенная длина дуги;
- слишком маленький угол скоса кромок;
- перекос свариваемых кромок;
- недостаточный зазор между кромками;
- неправильно выбранный — увеличенный — диаметр электрода.
- попадание шлака в зазоры между кромками; .
Виды отклонений формы наружной поверхности шва от заданных значений
К нарушениям формы сварочного шва относят следующие дефекты:
- Подрезы непрерывные — представляют собой непрерывные углубления, расположенные на наружной части валика шва. Если подрезы располагаются со стороны корня одностороннего шва и образуются по причине усадки вдоль границы, их называют усадочными канавками. Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого напряжения дуги при сваривании угловых швов или по причине неточного ведения электрода. В этом случае одна из кромок проплавлена более глубоко, что приводит к стеканию металла на находящуюся в горизонтальном положении деталь. Для заполнения канавки металла не хватает. При сварке стыковых швов подрезы образуются редко. При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла разделки.
- Превышения выпуклостей стыкового или углового шва представляют собой избыток наплавленного металла с лицевой стороны швов сверх положенного значения.
- Если избыток наплавленного металла сверх установленного значения располагается на обратной стороне стыкового шва, то такой дефект называют превышением проплава. Разновидность — местный избыточный проплав.
- Если избыток наплавляемого металла натекает на основной металл, но не сплавляется с ним, то такой дефект называют наплавом.
- Линейное смещение возникает, если свариваемые поверхности расположены параллельно, но не на одном уровне.
- Угловым называют смещение между двумя поверхностями при их расположении под углом, который отличается от необходимого.
- Натек образуется из металла сварного шва который оседает под воздействием силы тяжести. Натек образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточного соединения.
- При прожоге металл сварочной ванны вытекает, образуя сквозное отверстие. Причинами прожога могут стать загрязненность поверхности основного металла или электрода.
- Неполное заполнение разделки кромок возникает из-за недостаточного количества присадочного материала.
- Если в угловом соединении один катет значительно превышает другой, то возникает дефект чрезмерной асимметрии.
- Неравномерная ширина сварного шва.
- Неровная поверхность — это неравномерность формы усиления шва по его протяженности.
- Вогнутость корня шва представляет собой неглубокую канавку со стороны корня шва, которая образовалась по причине усадки.
- Из-за возникновения пузырьков в период затвердевания металла образуется пористость в корне шва.
- Возобновление. Этот дефект представляет собой местную неровность поверхности в зоне возобновления сварочного процесса.
 Наплыв и подрез
Наплыв и подрез
Прочие дефекты сварных швов
Все дефекты сварных швов и соединений, которые не были перечислены выше, относятся к категории «прочие». К ним принадлежат следующие типы дефектов:
- Случайная дуга. В результате возникновения случайного горения дуги возникает местное повреждение поверхностного слоя основного металла, который примыкает к области сварного шва.
- Брызги металла — капли, которые образовались от наплавляемого или присадочного металла во время сварочного процесса. Они прилипают к поверхности остывшего металла сварного шва или основного металла, расположенного в околошовной области.
- Вольфрамовые брызги — создаются частицами вольфрама, выброшенного из расплавленного электрода на основной металл или на сварной шов.
- Поверхностные задиры — это дефекты, которые возникают из-за удаления временно приваренного приспособления.
- Утонение металла образуется при механической обработке. При этом толщина металла имеет значение, которое меньше допустимой величины.
Допустимые дефекты сварных соединений — это отклонения, наличие которых не снижает эксплуатационные свойства сварного соединения и их присутствие разрешено нормативной документацией. Все остальные дефекты, как правило, исправляются с помощью подварки. Исправлять качество сварки более двух раз не разрешается, так как может произойти перегрев или пережог металла.
Сварка играет немаловажную роль в процессе строительства, изготовления инженерных систем и коммуникаций. Потому для достижения надлежащего результата, очень важно соблюсти все нормы при выполнении сварочных работ. Но нередко возникают дефекты сварки.
Причинами их возникновения являются как характеристики самого свариваемого материала, так и несоблюдение положений нормативных актов, регулирующих этапы подготовки, сборки, предварительной обработки швов изделия, сварочного процесса. Речь пойдет о классификации дефектов сварки, которые могут встречаться на практике, о причинах их образования и основных способах их предупреждения, устранения и исправления.
Дефекты сварки: классификация
Виды дефектов при сварке.
Можно отметить, что на сегодня существует несколько классификаций дефектов сварки, составленных в зависимости от различных их критериев (форм, размеров, размещения на шве, причин возникновения). Кроме того, существует официальная классификация, содержащаяся в ГОСТ 30242-97, которая выделяет и детально описывает такие группы дефектов:
- Трещины. Встречаются в сварных соединениях (продольные, радиальные, поперечные и т.д.).
- Полости, поры (могут быть равномерно распределенные по шву, расположены цепочкой или скоплением), свищи, кратеры.
- Твердые включения (шлаковые, металлические, оксидные).
- Несплавления (могут возникать на боковой поверхности, на сварном шве, между его валиками) и непровары (встречаются в случаях несплавления основного металла на шве, когда расплавленный металл не проникает в корень сварного соединения).
- Нарушения формы шва. Выражаются в подрезах, натеках, превышениях проплава, прожогах, смещениях, превышениях выпуклости, наплавах, могут проявляться в виде усадочных канавок и др.
Существуют и иные применяемые классификации, где основными критериями являются дополнительные причины образования дефектов, характерные для металлургических и технологических процессов. В таких случаях за основу может браться разделение трещин на горячие (кристаллизационные, дисперсионного твердения) и холодные (ламелярные, интерметаллидные, мартенситные и т.д).
Причины появления дефектов сварки
Отклонения швов по высоте и ширине является одним из самых распространенных изъянов в сварочной работе. Несоответствие швов предусмотренным нормам является результатом небрежной подготовки кромок сварных соединений. Это приводит к тому, что расстояние между кромками разное и его необходимо заполнить наплавленным металлом. Параметры шва могут меняться из-за неравномерного перемещения электрода по всей свариваемой площади, невыполнения установленных правил процесса сварки. Швы и само сварное соединение в этом случае будут неровными и непрочными.
Трещины могут возникать как в основном металле, так и в сварочном. Они вызваны непроварами, кристаллизацией металла в процессе сварки, напряжением, возникшим из-за несоблюдения температурного режима и слишком быстрого охлаждения деталей, изменением структуры металла в ходе сварочных работ, повышенным содержанием фосфора, серы и пр.
Сварное соединение может содержать поры, заполненные газом округлые полости, которые возникают, когда поглощенный металлом водород, в результате нарушений в работе с горелкой, не успевает выделиться наружу и образует в металле газовые пузырьки. Поводом к появлению пор может стать влажное электродное покрытие, несоответствие химических составов сварных соединений, незачищенные края свариваемых металлов, наличие шлаков. Если в шве имеются поры, то конструкция не прослужит долго, будет уязвима для влияния окружающих факторов. С целью выявления пор используют проверку с помощью давления воды, смазыванием керосином, рентгеновскими лучами.
Подрезы представляют собой углубление по линии сварного соединения, спаивающего основной металл и наплавленный. Появляются из-за применения слишком большого тока или мощного сварочного устройства.
Непровар возникает, когда кромки многослойного сварного шва, соединяющего наплавленный и основной металлы, не полностью расплавились, вследствие недостаточной зачистки металлов от ржавчины, окалины, недостаточной мощности, неправильного выбора температуры сварочного аппарата, слишком высокой скорости сварки. Такое изделие становится непрочным, легко подверженным внешним воздействиям, ударам и деформациям.
Наплыв на сварном соединении образуется, если плавление электрода происходит слишком быстро, и жидкий металл натекает на недостаточно прогретый основной металл. Бывают случаи, когда наплывы сопровождаются непроварами, поэтому следует проверить участок и на наличие последних.
Свищи представляют собой дефект сварки углубления в виде воронки. Это сквозные поры, вызванные выделением газа, они видны при внешнем осмотре.
Шлаковые включения появляются при недостаточной очистке краев шва от грязи, напылений, отложений, ржавчины. Из технических причин возникновения шлаковых вкраплений выделяют сварку электродом с несоблюдением угла его наклона, мощности горелки, при слабом токе. Для выявления участков с подобным дефектом используют просвечивание рентгеновскими лучами или ультразвуком, магнитографическими приборами.
Кратеры, а именно незаплавленные углубления в шве, образуются, если сварка спонтанно прекращается. В таких местах существует высокая вероятность образования трещин, поэтому сварку нельзя прекращать внезапно.
Перегрев металла является изъяном микроструктуры сварного соединения, вызванным сваркой на большой мощности. Строение такого металла крупнозернистое, что влечет за собой его хрупкость и ломкость.
Пережог металла возникает, если в пламени не хватает кислорода, характеризуется наличием окислительных зерен в металле. Последствием пережога считается хрупкость металла, такой изъян не устраняется.
Способы исправления дефектов сварки
Схемы усиления дефектных соединений: 1 – сварное соединение; 2 – стальная скоба; 3 – накладка; 4 – протяженные сварные швы; 5 – дефект.
Практически в любом случае возникновения вышеперечисленных, проблем самым действенным и надежным способом их исправления станет удаление участка сварного соединения с изъяном и заваривание деталей заново (при наплывах, свищах, прожогах, шлаковых включениях). Это даст возможность избежать в дальнейшем проблем с перегниванием, коррозией, ломкостью изделия.
Исправление дефектов всегда зависит от каждого отдельного случая. Поэтому существуют способы, применимые к конкретным случаям.Например, для борьбы с дефектами швов, подрезов, кратеров следует применять зачистку с дополнительной подваркой шва и срезание лишнего металла.
Чтобы избежать появления прожогов при автоматической сварке, следует плотно прижимать флюсовую подушку и медную прокладку, а при точечной и шовной контрастных сварках продолжительность процесса не должна превышать установленную, края деталей должны быть полностью очищены.
Для устранения трещин применяют, помимо удаления проблемного участка и новой сварки, поверхностную кислородную или воздушно-духовую резку. Участки, на которых имеются поры, тоже вырезают и сваривают заново либо применяют к изделию проковку при надлежащей температуре.
Для того чтобы избежать появления непроваров, следует соблюдать одинаковый температурный режим. Это даст возможность металлу в сварном соединении равномерно прогреться до начала сварочных работ и не смещать электроды от шва.
Нельзя выключать ток до того, как кромки изделия будут полностью сварены. Если все же непровары образовались, необходимо вырезать поврежденный участок (вырубить или выстрогать), зачистить края и вновь заварить.
Во избежание брызг металла, как дефекта сварки, профессионалы рекомендуют применять покрытия П1 или П2, зачищать поверхность. А термообработка поможет для исправления перегрева металла.
Данная классификация дефектов и способов, поможет добиться отличного качества сварки.
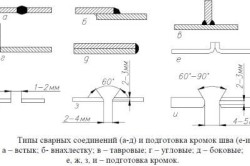
Виды дефектов сварных соединений и причины их образования
В сварочном производстве принято выделять следующие типы дефектов (рисунок 3.15):
- Дефекты подготовки и сборки изделий под сварку.
- Дефекты формы шва.
- Наружные и внутренние дефекты.
Дефекты подготовки и сборки
Характерными видами являются неправильный угол скоса кромок в швах с V–, X– и U–образной разделкой, слишком большое или малое притупление по длине стыкуемых кромок; непостоянство зазора между кромками; несовпадение стыкуемых плоскостей ведущих к смещению кромок, слишком большой зазор между кромками, расслоения и загрязнения кромок.
Форма и размеры сварных швов обычно задаются техническими условиями, указываются на чертежах и регламентируются стандартами: конструктивные элементы b – ширина шва, высота усиления С и глубина провара h.
Основные дефекты – неравномерная ширина и высота усиления, местные бугры и седловины. Эти виды дефектов наиболее характерны при ручной электродуговой сварке.
Такие дефекты снижают прочность соединения и косвенно указывают на возможность образования внутренних дефектов.
Дефекты сварных соединений характеризуются как недопустимые, так и допустимые. Недопустимые дефекты вновь перевариваются.
Готовые сварные соединения прежде всего подвергаются внешнему осмотру на выявление внешних дефектов (трещины, ослабление шва, наплывы, подрезы, прожоги, местная ноздреватость, пористость и др.).
Трещины: горячие (технологические) и холодные. Горячие – в жестко закрепленных конструкциях легированных сталей (особенно при недостаточном качестве – Smax). Холодные – закалочная теория (С max) С экв =6,25 и водородная.
Наплывы образуются в результате стекания расплавленного металла на нерасплавленный металл.
Подрезы образуются по краям шва в основном металле (глубиной от десятых долей до нескольких мм). Прожоги – дефекты в виде сквозного отверстия в сварном шве (первый корневой слой или тонкий металл, или стекание через большой зазор).
Наличие скрытых внутренних дефектов в сварных соединениях контролируется различными физическими методами: просвечивание рентгеновскими лучами, просвечивание – лучами радиоактивных изотопов (кобальт – 60, цезий – 137), магнитографический метод, метод магнитного порошка и ультразвуковая дефектоскопия, контроль течеисканием.
Каждый из этих методов имеет свои специфические особенности, обуславливающие его чувствительность и область применения.
Рисунок 3.15 – Виды дефектов сварных швов и причины их возникновения
Испытание изделий на герметичность (ограничение проникновения жидкости или газа), или контроль течеисканием, выполняют применением легко проникающих сред (жидкостей или газов), хорошо различных визуально или с помощью приборов.
К внутренним дефектам относят поры, шлаковые включения, непровары, несплавления и трещины. Поры образуются вследствие загрязнений, влажности флюса или покрытия электродов, недостаточной защиты в среде защитного газа. Непровары из-за плохой зачистки кромок от окалины, ржавчины, шлака, блуждания дуги из-за магнитного дутья; неправильный выбор режима сварки (силы тока и напряжения дуги, скорости сварки) и т.п.
Кроме контроля качества внешним осмотром и с применением различных физических методов проверяется соответствие механических свойств и хим.состава сварных соединений требованиям технических условий и технологических инструкций по сварке на образцах – свидетелях.
Контроль качества исходных материалов, технологии и квалификации сварщиков
Для обеспечения высокого качества сварных соединений необходим контроль исходных материалов (основного металла, электродов, сварочной проволоки, флюсов, защитных газов и т.д.). Качество исходных материалов устанавливают на основании сертификатных данных, для чего определяют соответствие требованиям данного технологического процесса сварки изделий. При наличии внешних дефектов, а также при отсутствии сертификатов исходные материалы допускают только после проведения химического анализа, механических испытаний и испытаний на свариваемость.
При контроле основного металла особое внимание обращают на зоны, подлежащие к сварке – они должны быть очищены от грязи, масла, краски, ржавчины.
Прокат проверяют на наличие расслоений, окалины, равномерности толщины листа и т.д.
Электроды, сварочную проволоку проверяют выполняя пробную сварку для установления качества материалов по показателям характера плавления, легкость отделения шлака и качество формирования сварного шва. Они должны удовлетворять требованиям действующих ГОСТов.
Свариваемость – это свойство металла образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленной конструкцией и условиями эксплуатации изделия. Свариваемость контролируют обычно в двух случаях: при выборе материалов и разработке технологии сварки, например, при стадии проекта или при технологической подготовке производства. Вторая проверка связана с возможными отклонениями показателей свойств основного металла, проволоки, партии электродов и флюсов от сертификатных значений.
Большое значение для обеспечения качества имеет контроль в процессе производства сварочных работ. Сюда относятся отмеченные выше методы контроля, включая контроль исправности сварочного оборудования и сварочных приспособлений и соблюдения установленных режимов сварки (по току, напряжению и скорости сварки). Такой контроль осуществляют технологи, мастера и другие инженерно–технические работники ответственные за работу данного участка, цеха, предприятия.
Тщательный планомерный контроль подготовки изделий под сварку и процесса сварки не будет эффективным без проверки уровня подготовленности сварщиков. Например, при сварке труб на монтаже более 70% брака возникает по вине сварщиков.
Для проверки квалификации сварщиков администрация предприятия организует квалификационную комиссию с участием инспектора Госгортехнадзора. Испытания должны проходить периодически. При этом проводят испытания по теории и практике сварочных работ с включением сварки образцов соответствующего изделия. Образцы сваривают в тех же условиях и пространственных положениях, что и реальное изделие (например, трубы – поворотные и неповоротные стыки). После внешнего осмотра сваренные образцы проверяют предусмотренными методами неразрушающего контроля, а также подвергают механическим испытаниям.
Количество образцов для испытаний регламентируются “Правилами аттестации сварщиков”.
К дефектам сварных соединений относятся различные отклонения от установленных норм и технических требований, которые уменьшают прочность и эксплуатационную надежность сварных соединений и могут привести к разрушению всей конструкции.
Наиболее часто встречающиеся дефекты можно разделить на следующие основные группы: дефекты формы и размеров сварных; швов; дефекты макро- и микроструктуры; деформации и коробление; сварных конструкций.
Дефекты формы и размеров сварных швов
Обычно форма и размеры швов устанавливаются стандартами, правилами и нормами, техническими условиями и указываются на; рабочих чертежах. Так, основные типы швов сварных соединений: и их конструктивные элементы при ручной электродуговой сварке регламентированы ГОСТ 5264-69; при автоматической и полуавтоматической сварке под флюсом - ГОСТ 8713-58*; для сварных швов, выполненных теми же способами под острым и тупым углом, руководствуются соответственно ГОСТ 11534-65 и ГОСТ 11533-65.
* Здесь и в дальнейшем этим знаком отмечены ГОСТы, в которые внесены изменения.
При сварке плавлением наиболее частыми дефектами сварных соединений являются неполномерность шва, неравномерная его ширина и высота (рис. 1), крупная чешуйчатость, бугристость, наличие седловин. При автоматической сварке дефекты возникают вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки из-за люфтов в механизме передвижения, неправильного угла наклона электрода, протекания жидкого металла в зазор. При ручной и полуавтоматической сварках дефекты могут быть вызваны недостаточной квалификацией сварщика, нарушением технологических приемов, плохим качеством электродов и других сварочных материалов.
Рис. 1. Дефекты формы и размеров шва
а - неполномерность шва; б - неравномерность ширины стыкового шва; в - неравномерность по длине катета углового шва; h - требуемая высота усиления шва
Для сварки давлением (например, точечной) характерными дефектами являются неравномерный шаг точек, глубокие вмятины, смещение осей стыкуемых деталей.
Нарушение формы и размеров шва зачастую свидетельствует о наличии таких дефектов, как наплывы (натеки), подрезы, прожоги и незаверенные кратеры.
Наплывы (натеки) (рис. 2) образуются чаще всего при сварке горизонтальными швами вертикальных поверхностей в результате натекания жидкого металла на кромки холодного основного металла. Они могут быть местными, в виде отдельных застывших капель, или же иметь значительную протяженность вдоль шва. Причинами возникновения наплывов являются: большая величина сварочного тока, длинная дуга, неправильное положение электрода, большой угол наклона изделия при сварке на подъем и спуск. В кольцевых швах наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто выявляются непровары, трещины и другие дефекты.
Подрезы представляют собой углубления (канавки), образующиеся в основном металле вдоль края шва при завышенном сварочном токе и длинной дуге, так как в этом случае увеличивается ширина шва и сильнее оплавляются кромки. При сварке угловыми швами подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание ее металла на горизонтальную полку. В результате на вертикальной стенке появляются подрезы, а на горизонтальной полке - наплывы. При газовой сварке подрезы образуются из-за повышенной мощности сварочной горелки, а при электрошлаковой - из-за неправильной установки формующих ползунов.
Подрезы приводят к ослаблению сечения основного металла и могут явиться причиной разрушения сварного соединения.
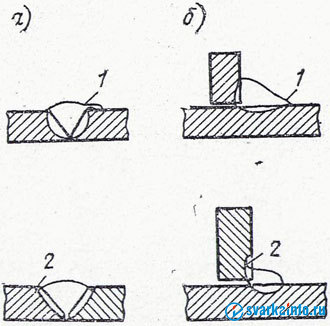
Рис. 2. Наружные дефекты в швах
а - стыковых; б - угловых; 1 - наплыв; 2 - подрез.
Прожоги - это проплавление основного или наплавленного металла с возможным образованием сквозных отверстий. Они возникают вследствие недостаточного притупления кромок, большого зазора между ними, завышенного сварочного тока или мощности горелки при невысоких скоростях сварки. Особенно часто прожоги наблюдаются в процессе сварки тонкого металла и при выполнении первого прохода многослойного шва. Кроме того, прожоги могут иметь место в результате плохого поджатия флюсовой подушки или медной подкладки (автоматическая сварка), а также при увеличении продолжительности сварки, малом усилии сжатия и наличии загрязнений на поверхностях свариваемых деталей или электродах (точечная и шовная контактные сварки).
Незаваренные кратеры образуются в случае резкого обрыва дуги в конце сварки. Они уменьшают сечение шва и могут явиться очагами образования трещин.
Дефекты макроструктуры
поры
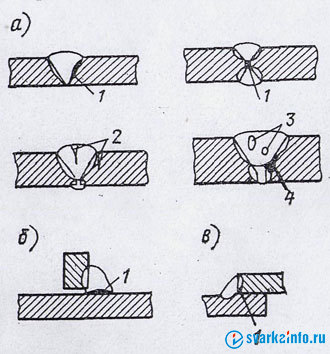
Рис. 3. Дефекты макроструктуры в швах
а - стыковых; б - угловых; в - нахлесточных; 1 - непровар; 2 - трещины; 3 - поры ; 4 - шлаковые включения
К дефектам макроструктуры, выявляемым при увеличении не более чем в 10 раз, относятся газовые поры , шлаковые включения, непровары, трещины (рис. 3).
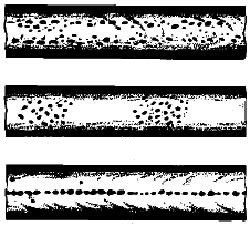
Газовые поры образуются в сварных швах вследствие быстрого затвердевания газонасыщенного расплавленного металла, при котором выделяющиеся газы не успевают выйти в атмосферу.
Как правило, такой дефект встречается при повышенном содержании углерода в основном металле, наличии ржавчины, масла и краски на кромках основного металла и поверхности сварочной проволоки, использовании влажного или отсыревшего флюса, присутствии вредных примесей в защитных газах, неправильной регулировке пламени сварочной горелки, чрезмерной скорости сварки, нарушающей газовую защиту ванны жидкого металла, неправильном выборе марки сварочной проволоки, в особенности при сварке в среде углекислого газа. Газовые поры могут быть распределены в шве отдельными группами, в виде цепочки вдоль шва или в виде отдельных включений. Иногда образуются сквозные поры, так называемые свищи. Степень пористости шва и размер отдельных пор во многом зависят от того, как долго сварочная ванна находится в жидком состоянии, которое позволяет образующимся газам выйти из шва.
Шлаковые включения являются результатом небрежной очистки кромок деталей и сварочной проволоки от окалины, ржавчины и грязи, а также (при многослойной сварке) неполного удаления шлака с предыдущих слоев. Кроме того, они возникают при сварке длинной дугой, неправильном наклоне электрода, недостаточной величине сварочного тока или мощности горелки, завышенной скорости сварки.
Шлаковые включения различны по форме (от сферической до игольчатой) и размерам (от микроскопических до нескольких миллиметров). Они могут быть расположены в корне шва между отдельными слоями, а также внутри наплавленного металла.
Шлаковые включения, так же как и газовые поры , ослабляют сечение шва, уменьшают его прочность и являются зонами концентрации напряжений.
Непроваром называют местное несплавление основного металла с наплавленным, а также несплавление между собой отдельных слоев шва при многослойной сварке из-за наличия тонкой прослойки: окислов, а иногда и грубой шлаковой прослойки внутри швов. Причинами непроваров являются: плохая очистка металла от окалины, ржавчины и грязи, малый зазор в стыке, излишнее притупление и малый угол скоса кромок, недостаточная величина тока или мощности горелки, большая скорость сварки, смещение электрода в сторону от оси шва.
При автоматической сварке под флюсом и электрошлаковой сварке непровары обычно образуются в начале процесса, когда основной металл еще недостаточно прогрет. Поэтому сварку начинают на входных технологических планках, отрезаемых в дальнейшем. Иногда непровары по сечению шва возникают из-за вынужденных перерывов в процессе сварки.
При точечной и шовной контактных сварках причинами непроваров являются недостаточная величина тока, продолжительность сварки и давления, большая рабочая поверхность электродов. При стыковой контактной сварке непровары наиболее часто образуются в результате несвоевременного выключения сварочного тока.
Трещины и непровары являются наиболее опасным дефектом сварных швов. Они возникают в самом шве и в околошовной зоне, располагаясь вдоль и поперек шва в виде несплошностей микро- и макроскопических размеров.
Трещины разделяют на горячие и холодные в зависимости от температуры их образования.
Горячие трещины появляются в процессе кристаллизации металла шва при температуре 1100-1300 0 С. Их образование вызывается наличием полужидких прослоек между кристаллами наплавленного металла шва в конце его затвердевания и действием в нем растягивающих усадочных напряжений. Повышенное содержание в металле шва углерода, кремния, водорода и никеля также способствует образованию горячих трещин. Они обычно расположены внутри шва и их трудно выявить.
Холодные трещины возникают при температурах 100-300 0 С в легированных сталях и при нормальных температурах - в углеродистых сталях сразу после остывания шва или через длительный промежуток времени. Основная причина их образования - значительные напряжения, возникающие в зоне сварки при распаде твердого раствора, и скопление под большим давлением молекулярного водорода в пустотах, имеющихся в металле шва. Холодные трещины выходят на поверхность шва и хорошо заметны.
Дефекты микроструктуры
Микроструктура шва и околошовной зоны (рис. 4) в значительной мере определяет свойства сварных соединений и характеризует их качество.
Дефектами микроструктуры сварного соединения являются: микропоры и микротрещины, нитридные, кислородные и другие неметаллические включения, крупно-зернистость, участки перегрева и пережога.
На участке перегрева (см. рис. 4) металл имеет крупнозернистое строение. Чем крупнее зерна, тем меньше поверхность их сцепления и выше хрупкость металла (перегретый металл плохо сопротивляется ударным нагрузкам).
Наиболее опасным дефектом является пережог, при котором в структуре металла шва много окисленных зерен с малым взаимным сцеплением. Такой металл хрупок и не поддается исправлению. Пережог возникает при высокой температуре сварки, плохой изоляции сварочной ванны от воздуха или избытке кислорода в пламени горелки.
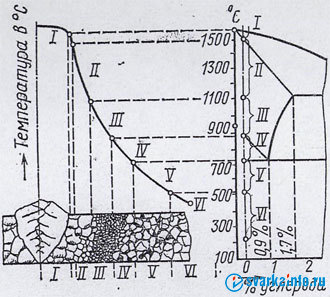
Рис. 4. Схема распределения структур в сварном шве и околошовной зоне (цифрами I, II, III и т.д. обозначены одни и те же участки на разрезе шва, кривой распределения температур и шкале температур на диаграмме железо-углерод)
I - неполное расплавление; II - перегрев; III - нормализация; IV - неполная перекристаллизация; V - рекристаллизация; VI - синеломкость
Новые статьи
- Русско-португальский разговорник для туристов (путешественников) с произношением
- Португальский язык для туристов
- Какие основные различия испанского языка в Испании и Латинской Америке?
- Датско-русские онлайн-переводчики Датский язык переводчик
- Чем отличается португальский язык от испанского
- Транзитный сатурн в оппозиции к натальному сатурну Оппозиция Луна – Сатурн в радиксе мужчины
- Гороскоп работы и денег
- Защита от сглаза и зависти поможет сохранить то, что дорого Как ставить защиту от
- Что значит, если снится сон во сне?
- Китайский гороскоп БЫК (Вол)
Популярные статьи
- Травяные чаи при боли в горле
- Что делать при поносе и температуре у взрослого
- Гадание на воске: правильное толкование фигур Порядок проведения гадания
- Совместимость лунных рыб Кто подходит женщине с луной в рыбах
- Что любит Скорпион в сексе?
- Снилось сосед спускается со стремянки по ванге
- Краткий курс теоретической механики
- Подготовка к ЕГЭ по математике (профильный уровень): задания, решения и объяснения
- Софийско-успенский собор в тобольске
- Полтавская епархия подтвердила свою верность канонической упц