Формула определения силы сварочного тока. Выбираем сварочный ток в зависимости от конкретного диаметра электродов
Генератор сварочный относится к многофункциональным устройствам, преобразующим энергию вращения якоря в постоянный ток. Эту энергию можно направить на сварочные работы, а можно просто использовать сварочный генератор в качестве источника питания.
Сила тока при сварке
Сила тока при сварке зависит от диаметра электрода и толщины свариваемого изделия. Тем не менее, при регулировке тока сварки, в зависимости от применяемого электрода, можно использовать и упрощённый принцип: 1 миллиметр диаметра электрода умножаем на 35 ÷ 40 А сварочного тока...
Класс защиты по IP
У всех сварочных аппаратов в технической документации указан класс защиты, например IP21. И, естественно, возникает вопрос, а что это за класс защиты такой и от чего он, собственно, защищает? Класс защиты по IP - это класс защиты электрооборудования от внешних факторов по стандарту IEC-952.
Выбираем инвертор
Многих начинающих сварщиков занимает вопрос о том, как выбрать инверторный сварочный аппарат. Какой сварочный аппарат выбрать для дома. В этом нехитром деле имеет смысл обратить внимание на соотношение цены и качества, а не просто хвататься за то, что дешевле. При выборе сварочного инвертора учтите следующее...
Сварочный ток выбираем в зависимости от
Рис. 78. : а - получение широких валиков; б и в - прогрев одной стороны валика; г - прогрев обеих сторон валика

Рис. 79.
В процессе сварки швов в нижнем положении сварщик совершает электродом три основных движения: подает электрод вниз для поддержания постоянной длины дуги по мере плавления электрода; перемещает электрод вдоль оси шва для заполнения разделки шва, а также производит концом электрода поперечные движения для получения валика шва заданной ширины. Схемы движения конца электрода представлены на рис. 78. Неправильное ведение электрода при сварке может привести к непроварам и пористости шва.
Для получения провара и хорошо сформированного шва амплитуда поперечных колебаний электрода не должна превышать двух-трех диаметров электрода. При сварке тонкого металла и первых слоев многослойного шва электрод ведут без поперечных колебаний. По положению в пространстве швы разделяют на нижние, вертикальные и потолочные (рис. 79). Наиболее удобной для выполнения является сварка в нижнем положении.
Технологические приемы сварки конструкционных сталей
В сварных соединениях из конструкционных сталей вследствие повышенного предела текучести и склонности к закалке возникают собственные напряжения, механические и структурные, более значительные, чем при сварке малоуглеродистой стали.
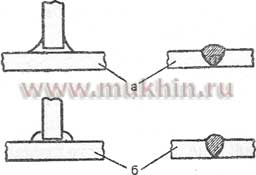
Рис. 80. Очертания швов в конструкциях, подвергающихся действию динамических
нагрузок
: а - плавный переход; б - ступенчатый переход
Собственные напряжения, суммируясь с напряжениями внешней нагрузки, снижают работоспособность швов, приближая их к хрупкому состоянию. Задачей конструктора является выбор рациональной формы конструкции и соответствующей технологии, при которой собственные напряжения будут минимальными. Проф. Г. А. Николаев рекомендует при проектировании и выполнении сварных конструкций руководствоваться следующим:
- избегать в сварных узлах не обоснованного расчетом увеличения сечения и длины швов, а также скопления швов в одном узле и их пересечения;
- сварные соединения в элементах, подверженных динамической и переменной нагрузке, должны иметь плавные переходы от шва к основному металлу и не должны создавать ступенчатого изменения сечения сварного соединения (рис. 80);
- при выборе электродов исходить из опытных данных механических испытаний сварных соединений для данной стали и склонности швов к образованию трещин.
![]()
Рис. 81. : 1, 2, 3 - последовательно
накладываемые слои
Сварку конструкционных сталей можно производить с различными технологическими приемами. При сварке сталей малой толщины применяют однопроходную сварку. При ручной сварке замкнутых контуров однопроходную сварку с целью снижения остаточных напряжений производят ступенями с таким расчетом, чтобы напряжения, вызванные одним отрезком шва, компенсировались другим. При сварке сталей большой толщины производят многослойную сварку с малыми интервалами времени между наложением отдельных слоев, при которой каждый последующий слой накладывается на не успевший еще остыть предыдущий слой, причем пользуются приемом, носящим название каскадного способа (рис. 81). Этот способ уменьшает перегрев основного металла и обеспечивает меньшую ширину зоны термического влияния.
Кроме того, пользуются приемом многослойной сварки с большими интервалами времени между наложением отдельных слоев, при которой каждый предыдущий слой до наложения последующего успевает охладиться до 150-200°, причем в этом случае каждый слой шва и окружающая его зона основного металла проходят цикл закалки и отпуска.
В случаях, когда указанные выше технологические приемы являются недостаточными и при сварке возникают трещины, применяют подогрев изделия перед сваркой до температуры порядка 150-200° с целью уменьшения остаточных напряжений. Сварные изделия из конструкционных сталей часто подвергают термической обработке как для снятия напряжений, так и для повышения прочности - закалки, по режимам, устанавливаемым в соответствии с маркой стали. Например, при сварке стали 30ХГС сварной шов в исходном состоянии имеет предел прочности 760 МПа и относительное удлинение 18%, после же закалки при 880° предел прочности повышается до 1290 МПа при снижении относительного удлинения до 9%.
Сварку стыковых швов без подготовки кромок производят наложением с одной стороны соединения уширенного валика с проплавлением кромок стыка по всей толщине. С обратной стороны, когда это возможно, после вырубки зубилом натеков металла и шлака производят подварку шва узким ниточным валиком.

Рис. 82.

Рис. 83.
Швы с V-образной подготовкой кромок выполняют в один или несколько слоев в зависимости от толщины свариваемого металла. При многослойной сварке первым валиком (слоем) проваривают вершину шва, затем после тщательной послойной зачистки металла зубилом и проволочной щеткой накладывают остальные слои по порядку, указанному на рис. 82. Толщина каждого слоя составляет в среднем 5-6 мм. После окончания заполнения всей разделки производят подварку корня шва с обратной стороны.
Сварку Х-образных швов с целью уменьшения деформаций производят переменным наложением слоев с обеих сторон разделки.
При сварке угловыми швами нахлесточных, тавровых и угловых соединений возникают трудности выполнения качественных швов, связанные с возможностью получения непровара вершины угла и наплывов металла по вертикальной плоскости. С целью устранения указанных трудностей эти швы выполняются при положении «в лодочку» (рис. 83). В этом случае шов выполняют так же, как при V-образной разделке стыкового шва.
Сварка вертикальных и горизонтальных швов по вертикальной плоскости труднее сварки в нижнем положении. Расплавленный металл шва под действием силы тяжести стремится стекать вниз. Сварку вертикальных швов производят главным образом снизу вверх. При сварке швов в потолочном положении возможность стекания металла увеличивается. Удержание ванночки расплавленного металла достигается за счет давления дуги и сил поверхностного натяжения. Перенос капель металла с электрода на основной металл при потолочной сварке возможен только при наличии короткой дуги. Для потолочной сварки применяют электроды с тугоплавкими обмазками, образующими чашечку (на конце электрода), способствующую удержанию капли жидкого металла. При недостаточном навыке сварщика по сварке в потолочном положении возможны непровары и подрезы в шве, которые могут снизить механические свойства сварного соединения.
Выбор режима. Качество сварного соединения зависит от правильного выбора режима сварки. Под выбором режима сварки понимается выбор диаметра электрода, силы сварочного тока, скорости сварки в соответствии с размерами и формой изделия, типом соединения, материалом изделия и электрода. Прежде всего в зависимости от толщины металла и типа сварного соединения выбирают диаметр электрода. Диаметр электрода должен быть по возможности наибольшим для того, чтобы обеспечить максимальную производительность сварки. Применение слишком большого диаметра электрода, особенно при малой толщине металла, может привести к прожогу. Затем выбирают необходимую силу тока, которая в основном определяется диаметром электрода, но зависит также от толщины свариваемого металла, типа соединения, скорости сварки, положения свариваемого шва в пространстве, покрытия электрода и его рабочей длины.
Подбор силы тока и диаметра электрода.
Силу сварочного тока выбирают в
зависимости от марки и диаметра электрода, при этом учитывают: положение шва в
пространстве, вид соединения, толщину и химический состав свариваемого металла,
температуру окружающей среды. При учете всех факторов необходимо стремиться
работать на максимально возможной силе тока.
Для подбора силы сварочного тока используют зависимости:
Iсв=50dэ, Iсв=(20+6dэ)dэ
,
где dэ - диаметр электродного стержня, соблюдая при этом определенные поправки.
Если толщина металла <1,5 dэ при сварке в нижнем положении, то Iсв уменьшают на
10-15% по сравнению с расчетным. Если толщина металла больше 3 dэ, то Iсв необходимо увеличить на 10-15% по сравнению с расчетным. При сварке на вертикальной
плоскости Iсв уменьшают на 10-15% , в потолочном положении - на 15-20% по
сравнению с нормально выбранной силой тока для сварки в нижнем положении.
Ориентировочные режимы сварки приведены в табл. 48.
|
Таблица 48. Зависимость силы сварочного тока от диаметра электрода |
|||
| Диаметр электрода, мм | Сила сварочного тока, А | Диаметр электрода, мм | Сила сварочного тока, А |
| 1,5 | 25-40 | 6 | 280-360 |
| 2 | 60-70 | 7 | 370-450 |
| 3 | 100-140 | 8 | 450-560 |
| 4 | 160-200 | 10 | 750-850 |
| 5 | 220-280 | ||
При выполнении сварки качественными электродами силу тока следует устанавливать в соответствии с данными, указанными в паспортах или сертификатах на эти электроды. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, типа сварного соединения, положения шва в пространстве, размеров детали, состава свариваемого металла. При сварке встык металла толщиной до 4 мм применяют электроды диаметром, равным толщине свариваемого металла. При сварке металла большой толщины применяют электроды диаметром 4-8 мм при условии обеспечения провара основного металла. В многослойных стыковых швах первый слой выполняют электродом диаметром 3-4 мм, последующие слои выполняют электродами большего диаметра. Сварку в вертикальном положении производят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром не более 4 мм.
Сварка низколегированных сталей. При дуговой сварке низколегированных сталей применяют режимы, приведенные ниже.
При толщине металла 1-2 мм:
При толщине металла 2-5 мм:
При толщине металла 5 - 10 мм:
При толщине металла свыше 10 мм:
Указанные значения силы тока соответствуют сварке в нижнем положении. При выполнении вертикальных и потолочных швов их уменьшают на 10-20% и применяют электроды диаметром не более 4 мм.
Сварку конструкционных низкоуглеродистых сталей производят электродами с фтористо-кальциевыми покрытиями.
Хромокремнемарганцевые стали склонны к закалке и образованию трещин при сварке.
Стали, содержащие до 0,2% углерода, хорошо свариваются дуговым способом. Стали марок 30ХГС и 35XГC свариваются хуже. Применяют соединения встык, внахлестку, втавр и угловые. Соотношение толщин свариваемого металла не должно превышать: при стыковых соединениях 1:2, при соединениях внахлестку и втавр 1:6. Для сварки конструкций из сталей марок 30ХГСА и 30ХГСНА применяют электроды с фтористо-кальциевым покрытием. Сварка производится в нижнем и вертикальном положении короткой дугой (опиранием) по зачищенной поверхности, на постоянном токе обратной полярности. Режимы сварки следующие:
Для сварки деталей различной толщины диаметр электрода и силу тока выбирают по более толстому элементу, но принимается меньшее значение силы тока из указанных; дуга направляется на более толстый элемент.
При газовой сварке хром и кремний частично выгорают, что вызывает появление в сварочной ванне включений окислов, шлаков и непровара. Для предупреждения этого сварку ведут наконечником, создающим пламя ацетилена мощностью 75-100 дм3/ч на 1 мм толщины металла, нормальным пламенем. В качестве присадки используют малоуглеродистую проволоку Св-08 и Св-08А или проволоку Св-18ХГСА и Св-18ХМА.
Сварка высоколегированных сталей. Разработано большое число марок электродов, позволяющих успешно сваривать почти все высоколегированные стали. Эти электроды имеют фтористо-кальциевое покрытие и применяются при сварке постоянным током обратной полярности во всех пространственных положениях.
Хромоникелевые стали обладают высоким удельным электрическим сопротивлением (в 5 раз большим, чем у низкоуглеродистых сталей), низкой теплопроводностью, чувствительны к перегреву, поэтому для их сварки применяют пониженные режимы, а именно:
По той же причине длина электрода берется меньшей, чем при сварке малоуглеродистой стали.

Рис. 84. : а - установка шпилек при
V-образной подготовке кромок; б - обварка шпилек
Газовая сварка хромоникелевых коррозионно-стойких сталей производится нормальным пламенем ацетилена. Окислительное пламя не допускается, так как оно вызывает выгорание хрома. Применяется присадочная проволока с минимальным содержанием углерода, с ниобием или титаном, марок Св-02Х19Н9, Св-06Х19Н9Т или Св-08Х19Н10Б.
Для сварки хромистых нержавеющих сталей могут применяться те же электроды и режимы, что и для сварки хромоникелевых сталей. Газовую сварку хромистых сталей производят нормальным пламенем ацетилена мощностью 70 дм3/ч на 1 мм толщины металла. В качестве присадки используют проволоку марок Св-02Х19Н9 или Св-06Х19Н9Т с титаном. Перед сваркой кромки зачищают до металлического блеска. Сварку ведут с максимальной скоростью, без перерывов и повторных нагревов.
Сварка чугуна. Сталь при наплавке на чугун плохо сцепляется с ним из-за их разной усадки. Кроме того, наплавленная на чугун сталь обогащается углеродом в зоне плавления, становится хрупкой, склонной к закалке и образованию трещин. Поэтому при сварке чугуна обычными стальными электродами для более надежного сцепления наплавленного металла с основным на кромках в шахматном порядке ставят на резьбе стальные шпильки (рис. 84).
Для сварки и наплавки без подогрева деталей из чугуна и заварки дефектов в отливках применяют электроды с фтористо-кальциевым покрытием. Сварка может вестись в нижнем и вертикальном положении. Применяется постоянный ток прямой полярности, можно использовать переменный ток. Режимы сварки следующие:
Сварку производят на участках длиной 30-60 мм. Фтористо-кальциевое покрытие состоит из 50% железного порошка, 27% мрамора, 7,5% плавикового шпата, 4,5% кварца, 2,5% ферромарганца, 2,5% ферросилиция, 6,0% ферротитана, 0,5% соды. Стержень электрода выполнен из меди М-2 или М-3. Электроды допускают сварку в нижнем, вертикальном и полупотолочном положениях. Применяется постоянный ток обратной полярности: при диаметре электрода 3 мм - 90-110 А; 4 мм - 120-140 А; 5 мм - 160-190 А. Ответственные детали из чугуна сваривают с предварительным их подогревом.
Перед заваркой дефектное место тщательно вырубают и зачищают. Вырубленное место должно иметь плавные очертания без острых углов, в которых жидкий металл может не сплавиться с основным металлом. Свариваемую поверхность располагают горизонтально и вокруг выкладывают форму из графитовых или угольных пластинок, плотно прилегающих к поверхности, препятствующих стеканию расплавленного металла и придающих шву нужные очертания. Иногда применяют форму из огнеупорной глины или формовочной земли, замешанной на жидком стекле, которая должна быть просушена при температуре 50°С.
Для подогрева деталь помещают в печь или горн. Чтобы в детали не появились значительные деформации и трещины, подогрев следует вести медленно и равномерно. После нагревания детали до нужной температуры пространство, образованное формой, заполняют расплавленным металлом электрода. Крупные дефекты заваривают, разбирая их на участки, которые отделяют графитовыми пластинками, плотно пригнанными к поверхности металла. Соседние участки для обеспечения большей плотности заполняют песком. Чтобы не делать перерывов во время смены электродов, сварку выполняют поочередно два сварщика.
При сварке чугуна с подогревом применяют чугунные стержни. Сварку ведут на переменном или постоянном токе прямой полярности. Покрытие имеет следующий состав: 25% мела, 41% графита, 25% плавикового шпата, 9% ферромарганца, 30% жидкого стекла к весу сухой смеси. Толщина покрытия 0,2-0,3 мм на сторону. Сила тока для стержня диаметром 6 мм - 200-300 А; 8-10 мм - 300-450 А; 10 мм - 450-600 А; 12-15 мм - 680-700 А.
Газовая сварка чугуна является одним из наиболее надежных способов, позволяющих получать наплавленный металл, близкий по свойствам к основному металлу. Газовую сварку серого чугуна лучше вести с применением предварительного подогрева. Скос кромок делают односторонним (V-образным), с углом раскрытия 90. Кромки тщательно очищают от масла, ржавчины и грязи щеткой или пескоструйным аппаратом и прогревают пламенем горелки. В качестве присадочных прутков используют чугунные стержни диаметром 6, 8, 10, 12, 14 и 16 мм, длиной 400-700 мм. Диаметр прутка берется равным половине толщины основного металла.
Сварка цветных металлов и сплавов. Ввиду значительной теплопроводности меди дуговая сварка ее требует применения тока повышенной силы. Жидкотекучесть меди выше, чем стали, поэтому кромки свариваемых листов нужно соединять плотно, с минимальным зазором, или сваривать на стальной подкладке. Угол раскрытия кромок должен составлять 70±5. Медь толщиной более 6 мм сваривают с предварительным подогревом, листы толщиной от 1 до 3 мм - с отбортовкой кромок, без присадочного металла. Тонкие листы (менее 6 мм) после сварки проковывают в холодном состоянии, а толстые - при температуре 200-300°С. Сварку выполняют угольным или металлическим электродом с применением флюсов и покрытий.
Сварку угольным электродом ведут длинной дугой (10-15 мм) на постоянном токе прямой полярности напряжением 40-55 В. Режимы сварки следующие:
При сварке меди металлическим электродом применяют медные электроды из проволоки M1, M2 и М3 или бронзы БрКМц-3-1 с покрытиями, в состав которых в качестве раскислителей вводят ферромарганец, ферросилиций, кремнистую медь. Режимы сварки следующие:
Медь толщиной до 10 мм сваривают пламенем ацетилена мощностью 150 дм3/ч на 1 мм толщины металла. При сварке более толстых листов мощность пламени ацетилена увеличивают или применяют сварку одновременно двумя горелками. Пламя должно быть только восстановительным; избыток кислорода в пламени приводит к окислению меди. Металл толщиной до 2 мм сваривают встык без присадки, подкладывая снизу асбест или графит для предупреждения протекания металла шва; при толщине свыше 3 мм применяют V-образный скос кромок с углом раскрытия 90 и притуплением не менее 1,5-2 мм (1/5 толщины листа); при толщине свыше 10 мм применяют Х-образный скос и сварку ведут одновременно с двух сторон в вертикальном положении двумя горелками.
Присадочный стержень должен быть проволочный из чистой (электролитической) меди или меди, содержащей до 0,2% фосфора и до 0,15-0,30% кремния, являющихся раскислителями. Дуговую сварку бронз производят угольным или металлическим электродом. При сварке угольным электродом применяют постоянный ток прямой полярности: 25-35 А на 1 мм диаметра электрода, имеющего размер от 5 до 12 мм (обычно 6-8 мм), напряжение дуги 40-45 В, длина 20-26 мм. При сварке алюминиевых бронз следует применять флюсы, активные в отношении оксида алюминия. Флюсом покрывают присадочный пруток как обмазкой. Для удаления оксидов из ванны электродом и прутком делают поперечные зигзагообразные движения. Рекомендуется применять предварительный подогрев до температуры 250-350°С для повышения качества сварки.
Для сварки оловянистой бронзы берут прутки состава: 8% цинка, 3% олова, 6% свинца, 0,2% фосфора, 0,3% никеля, 0,3% железа, остальное - медь. Для сварки других бронз используют пруток того же состава, что и основной металл.
Сварка бронз металлическим электродом находит широкое применение. Лучшие результаты дает сварка на постоянном токе обратной полярности; сила тока 30-40 А на 1 мм диаметра электрода. При использовании переменного тока для повышения устойчивости горения дуги повышают силу тока до 75-80 А на 1 мм диаметра электрода или применяют осциллятор. При подготовке кромок общий угол разделки составляет 70-80°. Электродная проволока берется того же состава, что и основной металл. Для большинства марок литейных бронз, если это допускается требованиями в отношении прочности к коррозионной стойкости, применяют электроды из бронзы марки БрКМцЗ-1 (3% кремния, 1% марганца, остальное - медь). Алюминиевые бронзы сваривают электродами из бронз, содержащих 10% алюминия и 3-5% железа.
Газовую сварку бронзы применяют при ремонте литых деталей. Сварочное пламя должно быть восстановительным, так как при окислительном пламени усиливается выгорание олова, кремния, алюминия. В качестве присадочного прутка используют проволоку или стержни, близкие по составу к основному металлу. Учитывая выгорание олова при сварке, его содержание в прутке желательно иметь на 1-2% больше, чем в основном металле; в качестве раскислителя в проволоку вводят до 0,4% кремния. Разделка кромок должна быть V-образной с углом раскрытия шва 60-90. При сквозных дефектах снизу ставят подкладку из асбеста или графита для предупреждения вытекания металла шва. Применяют флюсы того же состава, что и для сварки меди и латуни. Сварку алюминиевых бронз ведут с флюсами, используемыми для газовой сварки алюминиевых сплавов.
При дуговой сварке латуни металлическим электродом применяют постоянный ток прямой полярности. Сварка ведется в нижнем положении короткой дугой. Сила тока для электрода диаметром 5 мм составляет 250-275 А. Сварку выполняют со скоростью не менее 0,3-0,4 м/мин. После сварки шов проковывают, а затем отжигают при 600-650°С. В качестве электрода используют проволоку из латуни следующего состава: 38,5-42,5% цинка, 4-5% марганца, 0,5% алюминия, 0,5-1,5% железа, 1% прочих примесей, остальное - медь.
Сварку латуней марок Л62, Л062-1 и других можно производить также угольным электродом на постоянном токе прямой полярности. Кромки под сварку подготавливают механическими способами. В качестве присадочного материала используют прутки из латуни ЛК80-3, содержащей 3% кремния. Напряжение дуги 30-40 В; режимы сварки следующие:
| Толщина металла, мм | 3 | 5 | 10 | 14-16 |
| Диаметр электрода, мм | 6 | 10 | 18 | 20 |
| Диаметр присадочного стержня, мм | 4 | 6 | 8 | 10 |
| Сила тока, А | 180-200 | 240-270 | 400-450 | 450-550 |
Латуни труднее поддаются дуговой сварке, поэтому их обычно сваривают газовой сваркой. Для уменьшения испарения цинка сварку латуни ведут окислительным пламенем с избытком кислорода 30-40%, т. е. на 1 м3 ацетилена в горелку подается 1,3-1,4 м3 кислорода. В этом случае на поверхности сварочной ванны образуется жидкая пленка оксида цинка, которая уменьшает его испарение. Избыточный кислород окисляет основную часть водорода пламени, вследствие чего поглощение водорода жидким металлом уменьшается.
Кромки латуни перед сваркой зачищают до блеска шкуркой, напильником или металлической щеткой. Если на поверхности имеется слой оксидов, то латунь травят в 10%-ном растворе азотной кислоты, а затем тщательно промывают горячей водой. Кромки скашивают под таким же углом, как при сварке стали.
Для дуговой сварки чистого алюминия марок А6, АД0, АД1 и других применяют электроды со стержнем из алюминиевой проволоки марок АД1 или АВ-2Т. Сварка ведется в нижнем и вертикальном положениях постоянным током обратной полярности. При диаметре электрода 4 мм сила тока 120-140 А, при диаметре 5 мм - 150-170 А, 6 мм - 200-240 А. Сварку осуществляют с предварительным подогревом до температуры: при толщине металла 6-9 мм - 200-250°С, 9-16 мм - 250-350°С.
Сварку ведут как можно более короткой дугой без поперечных колебаний электрода. После сварки шлак со шва удаляют, промывая его горячей водой и протирая стальными щетками. Для заварки дефектов литейных алюминиево-кремнистых сплавов (АЛ-2, АЛ-3, АЛ-5, АЛ-9, АЛ-11) применяют электроды со стержнем из алюминиевой проволоки марки Св-АКЗ-Св-АК10. Перед сваркой поверхность алюминия необходимо обезжирить растворителем (бензином, ацетоном, дихлорэтаном) и очистить механическим путем с помощью стальной вращающейся щетки из проволоки диаметром 0,15 мм.
При сварке литейных алюминиевых сплавов длина нагреваемого участка должна быть не менее 200 мм. При толщине до 14 мм шов сваривается в 1-2 слоя, свыше 14 мм - в 2-3 слоя. Для получения мелкозернистой структуры металла шва охлаждение детали после сварки должно быть замедленным. Чтобы уменьшить внутреннее напряжение деталей из литых сплавов, их после сварки отжигают при температуре 250-350°С с последующим замедленным охлаждением.
Газовая сварка алюминия и его сплавов дает хорошие результаты при правильном выборе режима сварки, наличии соответствующих навыков у сварщика и применении флюсов, растворяющих пленку оксида. Имеет значение правильный выбор мощности пламени, так как оксид алюминия, закрывая сварочную ванну, мешает сварщику заметить начало расплавления металла. При слишком мощном пламени этот момент может быть упущен, и тогда образуется сквозное проплавление металла, трудно поддающееся исправлению.
При газовой сварке применяют проволоку той же марки, что и свариваемый металл. Сварку термически обрабатываемых сплавов и АМц лучше производить проволокой, содержащей 5% кремния, который повышает жидкотекучесть металла шва, уменьшает усадку и дает лучшие результаты. Литые алюминиевые сплавы рекомендуется сваривать проволокой из чистого алюминия. Алюминий и его сплавы предпочтительнее сваривать, применяя восстановительное пламя или пламя с небольшим избытком ацетилена. Угол наклона мундштука к свариваемому металлу 30-35, угол наклона прутка 40-45. Допускается легкая проковка шва в холодном состоянии.
Разработаны способы дуговой сварки магниевых сплавов металлическим электродом. В качестве покрытия применяют шихту из фтористых солей или их смеси с хлористыми солями. Содержание фтористых солей должно составлять 10-30%. Покрытие разводят на воде и наносят на проволоку из магниевого сплава, соответствующего по составу свариваемому металлу, слоем толщиной 1-1,1 мм при диаметре проволоки 4 мм и 1,4-1,5 мм при диаметре 8 мм. Сварку производят только в нижнем положении постоянным током прямой полярности. Режимы сварки следующие:
После сварки деталь медленно охлаждают, промывают теплой водой и оксидируют. Магниевые сплавы удовлетворительно свариваются газовым пламенем, но требуют применения флюсов для удаления тугоплавкой пленки окиси магния. Режимы сварки следующие:
Флюс наносят на пруток и на участок свариваемого металла вдоль кромок по обе стороны шва. Остатки флюса тщательно удаляют после сварки горячей водой и щетками. Проковка после сварки повышает пластичность наплавленного металла.
Сплавы титана сваривают дуговой сваркой под флюсом, аргонодуговой сваркой, электронным лучом. Дуговую сварку никеля производят электродами, имеющими стержень из никеля и покрытие следующего состава (%): криолит 16,5; титановый порошок 5,5; алюминий 8; фтористый натрий 8,5; мрамор 14,5; рутил 35; марганец 5; фтористый кальций 5; слюдяная мука 2. Применяют следующие режимы сварки: диаметр электрода 3 мм, сила тока 110-120 А; диаметр 4 мм, сила тока 150-170 А; диаметр 5 мм, сила тока 190-220 А. Ток постоянный, обратной полярности («плюс» на электроде). Напряжение дуги 20-25 В.
Для сварки монель-металла и других медно-никелевых сплавов применяют электроды из проволоки с фтористо-кальциевым покрытием; сварка производится в нижнем положении постоянным током обратной полярности.
Для начала Вам нужно определить, какой сварочный ток использовать : постоянный или переменный . При сварке постоянным током прямой полярности глубина приваривания снижается на 40 – 50% , а при сваривании переменным током, провар уменьшается на 15 – 20% .
После того как Вы определитесь с полярностью тока, Вам нужно подобрать ток для используемого диаметра электрода . Для каждого диаметра электродов есть и свой ток. Вот все основные диаметры электродов и ток, который нужен для должного сваривания:
- 1,6 миллиметра – 35 – 60 Ампер;
- 2,0 миллиметра – 30 – 80 Ампер;
- 2,5 миллиметра – 50 – 110 Ампер;
- 3,0 миллиметра – 70 – 130 Ампер;
- 3,2 миллиметра – 80 – 140 Ампер;
- 4,0 миллиметра – 110 – 170 Ампер;
- 5,0 миллиметра – 150 – 220 Ампер;
Исключением являются случаи, когда необходимо нужно сваривать тонкий металл . При сваривании тонкого металла (до 3 миллиметров) нужно использовать электроды толщиной 2 -2,5 при этом используя ток 30 – 70 Ампер. Также для каждого диаметра электродов есть и своя толщина свариваемого металла:
- 2 – 3 миллиметра толщина металла: 1,6; 2,0 – толщина электрода;
- 3 – 5 миллиметра толщина металла: 2,0; 2,5; 3,0; 3,2; 4,0 – толщина электрода;
- 5 – 8 миллиметров толщина металла: 3,0; 3,2; 4,0; 5,0 – толщина электрода;
Теперь, Вы, зная ток, толщину электрода и толщину металла можете приступать к свариванию. Однако для хорошего и качественного сваривания Вам необходимо иметь надежный и недорогой сварочный инвертор. Безусловно, лидерами продаж являются сварочные инверторы «Темп», но среди них не нужно выбирать для себя самый дешевый. Лучше всего покупать инвертор «Темп ИСА 200» или «Темп ИСА 180». Чем они отличаются от других сварочных аппаратов? Они отличаются тем, что имеют все, что нужно для качественного сварочного аппарата: долговечность, приемлемая цена, тянет электроды диаметром от 1,6 до 5,0.
Эти качества должны побудить Вас сделать правильный выбор. Теперь у нас остался один вопрос: где все это недорого купить? Сделать удачную покупку Вы можете у наших заводов-изготовителей, которые держат качество продукции на высоте уже долгое время. Наши заводы занимаются продажей только качественных сварочных материалов, поэтому для того чтобы начинать сварочные работы Вам нужно всего лишь сделать заказ всего, что Вам нужно и начинать сварочные работы.
Несмотря на кризис или другие неполадки, наши заводы стараются держать цены как можно ниже, чтобы любой желающий человек мог купить качественный сварочный материал по доступной цене. Помните: покупая только качественные товары у нас, Вы сможете без проблем провести все необходимые сварочные работы по низким ценам!
Оглавление книги Следующая страница>>§ 31. Выбор режима сварки. Выбор силы сварочного тока. Выбор диаметра электрода.
Понятие о режиме сварки. Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима сварки при ручной сварке относят величину, род и полярность тока, диаметр электрода, напряжение, скорость сварки и величину поперечного колебания конца электрода, а дополнительным - величину вылета электрода, состав и толщину покрытия электрода, начальную температуру основного металла, положение электрода в пространстве (вертикальное, наклонное) и положение изделия в процессе сварки.
Глубина провара и ширина шва зависят от всех основных параметров режима сварки.
Увеличение сварочного тока вызывает при неизменной скорости рост глубины проплавления (провара), что объясняется изменением величины погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны.
Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40-50% больше, чем при сварке постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15-20% меньше, чем при сварке постоянным током обратной полярности.
Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние, которым можно пренебречь. Ширина шва связана с напряжением на электродах прямой зависимостью, при увеличении напряжения ширина шва увеличивается.
Величина поперечного колебания электрода позволяет существенно изменять глубину провара и ширину шва.
Выбор диаметра электрода. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также в зависимости от характера соединения и формы подготовленных кромок под сварку. Экспериментально установлена следующая зависимость:
Для сварки в нижнем положении при выборе диаметра электрода можно руководствоваться приведенной выше зависимостью. При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды диаметром 3-4 мм. Если имеется разделка кромок, то корневой слой шва выполняется электродами диаметром 2-4 мм.
Выбор силы сварочного тока. Для сварки в нижнем положении силу сварочного тока подбирают по формуле I= K*d, где I - сила сварочного тока, А; К - коэффициент, А/мм; d - диаметр электрода, мм.
При сварке в вертикальном положении в вышеприведенную формулу вводится коэффициент 0,9, учитывающий снижение силы сварочного тока I=0,9*К *d.
При сварке в потолочном положении в связи с трудностью формирования шва вводят коэффициент 0,8 для получения меньшего объема расплавленного металла сварочной ванны, что способствует быстрой кристаллизации металла и нормальному формированию сварного шва в потолочном положении I=0,8K*d. Коэффициент К выбирают в зависимости от диаметра электрода.
Режимы ручной сварки. Для получения качественного сварного шва нужно правильно выбрать режим сварки, определяемый диаметром электрода, величиной сварочного тока и длиной дуги.
Диаметр электрода выбирают в зависимости от толщины металла и типа сварного соединения. При этом можно руководствоваться ориентировочно следующими данными:
Величина сварочного тока зависит от толщины свариваемого металла, типа соединения, скорости сварки, положения шва в пространстве, толщины и вида покрытия электрода, его диаметра. Практически величину сварочного тока при сварке электродами из малоуглеродистой стали можно определять по формуле
Величина сварочного тока влияет не только на глубину провара, но и на форму шва. При ширине шва, равной 3-4 диаметрам электрода, форма шва наиболее благоприятна.
Длина дуги существенно влияет на качество шва: чем короче дуга, тем выше качество наплавленного металла. Длину дуги определяют по формуле
где d - диаметр электрода, мм.
Обычно сварку ведут при токах свыше 50 А. При величине сварочного тока более 100 А напряжение горения дуги зависит только от длины дуги и определяется по формуле
где α - коэффициент, характеризующий падение напряжения на электродах (при стальных электродах α = 10/12, при угольных α = 35/38; β - коэффициент, характеризующий падение напряжения на 1 мм длины столба дуги; β = 2,0-2,5.
Напряжение зажигания дуги для постоянного тока равно 40-60 В; для переменного 50-70 В.
Производительность сварки зависит от затрачиваемого времени и диаметра электрода. Полное время определяют по формуле
где t 0 - основное время горения дуги, ч; - коэффициент загрузки сварщика, равный 0,4-0,8 в зависимости от вида производства и характера выполняемой работы.
Основное время горения дуги можно определить по формуле
где Q - количество наплавленного металла, г; I - сварочный ток, A; H - коэффициент наплавки, т. е. количество электродного металла в граммах, наплавленное в течение I ч, приходящееся на 1 А сварочного тока с учетом марки электрода, потери металла на угар и разбрызгивание; для тонкообмазанных электродов H = 7-8 г/А×ч, а для толстообмазанных H = 10-12 г/А×ч и выше.
Массу наплавляемого металла определяют по формуле
где P - коэффициент расплавления (8-14 г/А×ч); I - сварочный ток, А.
Скорость сварки
где L - длина шва, м.
Расход электродов (на угар, разбрызгивание и огарки) составляет до 25% всей массы электродов. Расход электроэнергии при ручной сварке на постоянном токе составляет 7-8 кВт×ч/кг, а на переменном - 3,5 кВт×ч/кг наплавленного металла.
Оборудование рабочего места для ручной сварки состоит из сварочного аппарата постоянного или переменного тока, сварочного стола, стеллажа, предохранительного щитка, электродержателя и различных сборочно-сварных приспособлений. Рабочий пост сварщика находится в изолированной кабине, снабженной приточно-вытяжной вентиляцией.
Техника ручной сварки. Дугу можно возбудить двумя способами: прикосновением торца электрода к свариваемому изделию с последующим его отводом на расстояние 3-4 мм; быстрым боковым движением электрода по направлению к свариваемому изделию с последующим отводом (подобно зажиганию спички). Прикосновение электрода к изделию должно быть кратковременным: иначе он приваривается к изделию.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и обеспечивает получение высококачественного сварного шва, так как расплавленный металл быстро проходит воздушный промежуток и меньше окисляется и азотируется. Для правильного формирования шва при сварке плавящимся электродом его необходимо держать наклонно по отношению к поверхности свариваемого металла (под углом 15-20° от вертикали). Изменяя угол наклона электрода, можно регулировать глубину расплавления основного металла и влиять на скорость сварки и охлаждения наплавленного металла.
При сварке тонких листов накладывают шов в виде узкого валика (шириной 0,8-1,5 диаметра электрода). При сварке толстых листов применяют уширенные валики. При таких швах конец электрода совершает три движения: поступательное вдоль оси электрода, поступательное вдоль линии шва и поперечно-колебательные движения. Последние улучшают прогрев кромок шва, замедляют остывание ванны наплавленного металла, устраняют непровар и обеспечивают получение однородного шва. Схема различных колебательных движений конца электрода показана на рис. 1.

Рис. 1. Схема движения электрода при ручной электродуговой сварке
Сварку встык без разделки кромок (рис. 2, а) производят преимущественно сквозным проплавлением с одной стороны шва. В этих случаях рекомендуется применять подкладки (стальные, медные). Иногда, если возможно, шов подваривают узким валиком с обратной стороны.
При сварке встык шва с V-образной разделкой (рис. 2, б, дугу зажигают вблизи скоса кромок и наплавляют валик металла. В зависимости от толщины листа и диаметра электродов шов выполняют за один или несколько проходов.
При многослойной сварке каждый слой тщательно очищают. Число слоев определяют исходя из диаметра электрода. Толщина слоя равна (0,8/1,2)d эл.
Для сварки Х-образных швов (рис. 2, е) с целью уменьшения деформации слои накладывают попеременно с обеих сторон разделки.
При образовании углового шва (рис. 2, г, д) электрод ставят под углом 45° к поверхности детали. Применяя повышенные величины тока (во избежание непровара шва), обе свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° (сварка в лодочку, рис. 2, е).

Рис. 2. Схема наложения валиков для стыковых и угловых швов
При сварке горизонтальных швов на вертикальной плоскости (рис. 3, а) разделку дают лишь верхнему листу, дугу возбуждают на нижней кромке, затем постепенно переходят на скошенную верхнюю кромку.
Вертикальные швы сваривать труднее вследствие стекания расплавленного металла вниз. Для уменьшения стекания металла работу ведут короткой дугой и в направлении снизу вверх (рис. 3,6), за исключением листов с толщиной до 1,5 мм.
Сварку потолочных швов (рис. 3, в) производят очень короткой дугой (короткое замыкание электрода на деталь). Применяют электроды с тугоплавкой обмазкой, которая образует вокруг электродов «втулочку», содержащую направленный газовый поток, удерживающий электродный металл.

Рис. 3. Схематическое изображение работы при сварке различных швов: 1, 2. 3 - положение Электрода; 4 - обмазка
Увеличение длины дуги до 6-10 мм не оказывает заметного влияния на качество сварного шва. При сварке угольным электродом на постоянном токе прямой полярности расход этого электрода незначителен; при работе на обратной полярности может происходить науглероживание металла.
Для изделий с отбортованными кромками при толщине листов 3 мм сварку угольным электродом производят без присадочного материала, а для изделий из листов толщиной более Змм - с подачей присадочного прутка в дугу.
Кроме дуги прямого действия можно пользоваться дугой косвенного действия. В этом случае применяют два угольных электрода, укрепленных в специальном держателе.
Производительность сварки угольным электродом без присадки металла при толщине стали 1-3 мм достигает 50-60 м/ч. Диаметр угольного электрода изменяется в пределах 10-25 мм при величине тока 200-600 А.
Прогрессивные методы ручной сварки. Применение новых скоростных методов позволяет повысить коэффициент использования сварочного поста и резко увеличить производительность ручной сварки. Важнейшими технологическими приемами скоростной сварки являются: сварка с глубоким проплавленном, сварка спаренным электродом, пучком электродов, многоэлектродная сварка, сварка трехфазной дугой лежачим электродом и т. д.
Сварка глубоким проплавлением (проваром) (рис. 4, а) повышает производительность на 150-200%. Электроды покрывают качественным покрытием 1 (обмазкой) с более высокой температурой плавления, чем у металла электродного стержня 2. Расплавившийся металл 3 находится внутри сбмазки 4, имеющей вид конусной втулочки, опирающейся на поверхность свариваемого изделия 5. Эта втулочка предохраняет от короткого замыкания, облегчает ведение процесса, позволяет лучше использовать тепло дуги и обеспечивает более глубокий провар.
При сварке спаренным электродом два Электрода соединяют вместе так, чтобы один оказался длиннее другого на 30-40 мм; к длинному стержню подводят ток. Затем на электроды наносят общий слой покрытия (обмазки). Дуга образуется между длинным стержнем и изделием, а короткий стержень расплавляется за счет избыточного тепла дуги.
Разновидностью сварки спаренным электродом является сварка пучком электродов (3-4 шт.). При определении величины тока принимается суммарный диаметр пучка электродов, т. е.
Схема сварки пучком электродов показана на рис. 4, б. При возбуждении дуги ток сначала проходит через первый электрод, затем через второй, третий и т. д.
Разновидностью этого спогоба является многоэлектродная наплавка блуждающей дугой (рис. 4, в). Несколько электродов собирают в один ряд в виде частой гребенки. Ток подводят одним полюсом к изделию, а другим ко всем электродам. Дуга под слоем флюса перемещается от одного электрода к другому или одновременно горит от нескольких электродов; при этом основной металл проплавляется незначительно. В процессе сварки электроды и флюс подают автоматически.
Сварка трехфазной дугой (рис. 4, г) по сравнению со сваркой однофазной дугой повышает производительность в два-три раза, уменьшает расход электроэнергии примерно на 25% и обеспечивает более глубокий провар свариваемых изделий. Первые две фазы источника тока 1 подключают отдельно к двум параллельным электродам 2, имеющим толстую обмазку; третью фазу подключают к изделию 3. При замыкании образуются три дуги 4. Они обеспечивают стабильность и надежность процесса сварки.
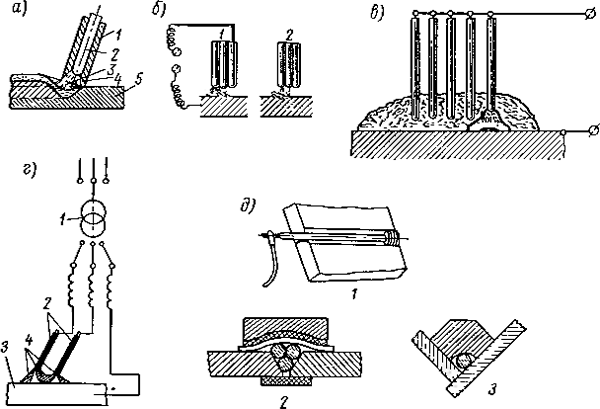
Рис. 4. Скоростные методы ручной спарки: а - сварка глубоким проваром; б - сварка пучком электродов; в - многоэлектродная сварка под слоем флюса; г - сварка трехфазной дугой; д - сварка лежачим электродом: 1 - сварка в стык одним электродом; 2 - сыарка в стык пучком электродов; 3 - сварка таврового соединения
К скоростным методам можно отнести сварку лежачим электродом (рис. 4, д). Электрод с качественным покрытием или пучок электродов укладывают в разделку кромок деталей при стыковом соединении 1, 2 или в угол при тавровом соединении 3. Сварку лежачим электродом можно вести на постоянном и переменном токе, но лучшие результаты дает сварка на постоянном токе прямой полярности. Ток подводят к электроду и изделию.
Новые статьи
- Русско-португальский разговорник для туристов (путешественников) с произношением
- Португальский язык для туристов
- Какие основные различия испанского языка в Испании и Латинской Америке?
- Датско-русские онлайн-переводчики Датский язык переводчик
- Чем отличается португальский язык от испанского
- Транзитный сатурн в оппозиции к натальному сатурну Оппозиция Луна – Сатурн в радиксе мужчины
- Гороскоп работы и денег
- Защита от сглаза и зависти поможет сохранить то, что дорого Как ставить защиту от
- Что значит, если снится сон во сне?
- Китайский гороскоп БЫК (Вол)
Популярные статьи
- Травяные чаи при боли в горле
- Что делать при поносе и температуре у взрослого
- Гадание на воске: правильное толкование фигур Порядок проведения гадания
- Совместимость лунных рыб Кто подходит женщине с луной в рыбах
- Что любит Скорпион в сексе?
- Снилось сосед спускается со стремянки по ванге
- Краткий курс теоретической механики
- Подготовка к ЕГЭ по математике (профильный уровень): задания, решения и объяснения
- Софийско-успенский собор в тобольске
- Полтавская епархия подтвердила свою верность канонической упц