Сварка многопроходных швов. Строительство и оборудование индивидуального домастолярные, каменные, кровельные работы
Многослойная сварка обеспечивает получение шва и прилегающей к нему зоны основного металла с необходимыми механическими свойствами. Это обусловлено, как отмечалось, тепловым воздействием накладываемого валика на ранее наложенный слой металла.
Многослойная сварка ввиду многократного воздействия термического цикла сварки на основной металл в околошовной зоне изменяет строение и структуру зоны термического влияния. При сварке длинными участками после каждого последующего прохода предыдущий шов подвергается своеобразному отпуску.
Многослойная сварка выполняется короткими участками, стыки валиков в различных слоях не должны совпадать. При наложении каждого последующего слоя поверхность предыдущего тщательно очищается металлической щеткой до блеска.
Многослойная сварка обеспечивает хороший провар корня шва и значительно повышает плотность сварного соединения.
Многослойная сварка короткими участками может выполняться секциями, каскадным методом или методом горки.
Многослойная сварка также благоприятно влияет на получение менее хрупкой структуры в сварном соединении.
Многослойная сварка ввиду многократного воздействия термического цикла сварки на основной металл в околошовной зоне изменяет строение и структуру зоны термического влияния. При сварке длинными участками после каждого последующего прохода предыдущий шов подвергается своеобразному отпуску. При сварке короткими участками шов и околошовная зона длительное время находятся в нагретом состоянии. Помимо изменения структур, это увеличивает и протяженность зоны термического влияния.
Форма сварочной ванны в зависимости от ее нагрева. - холодная, б-перегретая, в-нормальная. Многослойная сварка чугуна применяется редко и лишь в тех случаях, когда невозможно поддерживать всю ванну в жидком состоянии.
Двухсторонний шов. Многослойную сварку применяют при сварке толстых листов, когда мощность сварочного аппарата недостаточна для заполнения шва в один проход. Иногда многослойную сварку применяют исходя из технологических соображений. При многослойной сварке необходимо делать разделку кромок.
Многослойную сварку ведут способом каскад. При сварке трубопроводов с толщиной стенки более 6 мм и содержанием углерода в металле более 0 18 % следует применять предварительный подогрев, обеспечивающий во время сварки температуру металла шва в околошовной зоне не ниже 200 С. Стык должен завариваться без перегрева. В случае возникновения перегрева необходимо обеспечить медленное остывание и нагрев перед возобновлением сварки до 200 С. Металл сварочной ванны необходимо поддерживать в густом состоянии, чтобы предотвратить выгорание хрома и молибдена. Рекомендуется предварительный подогрев до 250 - 300 С. Применяется одно - и многослойная сварка с наименьшим числом перерывов. После окончания сварки пламя горелки медленно отводят вверх, что способствует более полному выделению газов из расплавленного металла. Хромомо-либденовые и молибденовые стали подвергают термической обработке.
Двухсторонний шов. Многослойную сварку применяют при сварке толстых листов, когда мощность сварочного аппарата недостаточна для заполнения шва в один проход. При многослойной сварке необходимо делать разделку кромок.
Многослойную сварку выполняют, укладывая три или более электродов в разделку кромок или в угол при положении в лодочку. Ток к электродам подается от нескольких источников. Для устойчивости процесса электроды покрывают стальной накладкой, облицованной слоем листовой меди (рис. IX.9, в), под которую укладывают слой бумаги, предохраняющий накладку от подгорания. При сварке одиночными электродами со стандартным покрытием также необходимо пользоваться указанными накладками.
Многослойную сварку выполняют короткими участками, стыки валиков в различных слоях не должны совпадать. При наложении каждого последующего слоя поверхность предыдущего тщательно очищают металлической щеткой до блеска.
Схемы сварки наклонным (а. Многослойную сварку выполняют, укладывая электроды в разделку кромок или в угол при положении в лодочку. Ток к электродам подают от нескольких источников.
Отжигающий валик. Многослойную сварку элементов толщиной 6 - 15 мм при средней и большой протяженности швов выполняют обратноступенчатым способом, от середины к концам шва. При многослойной сварке каждый предыдущий слой шва как бы отжигается при сварке последующего слоя.
Многослойную сварку элементов толщиной 6 - 15 мм при средней и большой протяженности швов выполняют обратноступенчатым методом, ог середины к концам шва.
Ручную дуговую многослойную сварку конструкций из стали 16Г2АФ толщиной более 16 мм рекомендуется выполнять с использованием так называемой мягкой прослойки. При двусторонней сварке стыковых соединений первый шов следует накладывать со стороны, противоположной прихваткам, в этом случае при обязательной подрубке корня шва прихватки удаляются.
Многослойной сваркой нередко сваривают конструкции из легированных сталей, в которых воздействие термического цикла может повлечь за собой существенные изменения свойств металла. Для таких конструкций определение термического цикла и его регулирование представляет наибольший интерес.
Многослойной сваркой обеспечивается повышенная прочность металла шва и всего сварного соединения по сравнению с однослойной: получается меньший участок перегретого металла в зоне термического влияния сварного соединения, достигается нормализация (отжиг) нижележащих слоев при наплавке последующих. Толщина слоя подбирается такой, чтобы металл предыдущего слоя приобретал мелкозернистое строение. Для сварки незакаливающейся стали толщина слоя многослойного шва составляет 3 - 8 мм в зависимости от толщины и размеров изделия. Металл верхнего слоя шва рекомендуется отжечь газовым пламенем без присадочного металла.
Схемы сварки сквозным валиком при толщине металла, мм.| Сварка ванночками. Однако многослойная сварка менее производительна и требует большего расхода газов, чем однослойная. Поэтому ее применяют только при сварке ответственных изделий. Сварку ведут короткими участками. При наложении слоев нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением нового слоя нужно проволочной щеткой очистить поверхность предыдущего слоя от окалины и шлаков.
Определение доли участия металла в формировании шва. При многослойной сварке, когда последующий валик (рис. 66, б) накладывают в разделке па основной металл (F0 M) и предыдущий валик (Р 1 - г), их долю в образовании металла тг-го валика также следует учитывать.
Виды соединений.
К многослойной сварке короткими участками прибегают в тех случаях, когда стремятся продлить пребывание металла выше определенной температуры и не допустить быстрого охлаждения его ниже этой температуры. Тепловые воздействия навариваемых коротких слоев складываются и замедляют скорость охлаждения отдельного слоя.
При многослойной сварке каждый слой должен быть перед наложением последующего очищен от шлака и брызг металла. Дугу следует зажигать на наплавленном металле. Кратер должен заплавляться короткими замыканиями электрода. Выводить кратер на основной металл не разрешается. После окончания сварки должен быть удален грат, наплывы металла, брызги и шлак. Шлак удаляют после остывания шва.
Зависимость работы зарождения (а и работы распространения трещины (б в зоне термического влияния однослойного сварного соединения из. При многослойной сварке, особенно при автоматической под флюсом, вследствие наложения температурных полей, каждого слоя создается опасность перегрева металла.
При многослойной сварке надо так организовать работу, чтобы лосле наложения первого слоя сварщик переходил к следующему изделию или участку шва, а подручный тем временем очищал первый слой от шлака. После наложения первого слоя на втором изделии или участке шва сварщик наплавляет второй слой на первом изделии или участке шва, а подручный очищает шов на втором изделии.
При многослойной сварке надо так организовать раооту, чтобы после наложения первого слоя сварщик переходил к следующему изделию или участку шва, а подручный тем временем очищал первый слой от шлака. После наложения первого слоя на втором изделии или участке шва сварщик наплавляет второй слой на первом изделии или участке шва, а подручный очищает шов на втором изделии.
При многослойной сварке отдельные накладываемые валики должны быть по возможности одинакового сечения. Это условие диктуется необходимостью уменьшить закалку свариваемой стали в зоне термического влияния шва. Зона отпуска от наложения последующих валиков частично проходит по - зоне закалки предыдущих валиков и отпускает ее. В результате этого вся зона термического влияния может быть равномерно отпущена.
При многослойной сварке надо так организовать работу, чтобы после наложения первого слоя сварщик переходил к следующему изделию или участку шва, а подручный тем временем очищал первый слой от шлака. После наложения первого слоя на втором изделии или участке шва сварщик наплавляет второй слой на первом изделии или участке шва, а подручный очищает шов на втором изделии.
При многослойной сварке отдельные накладываемые валики должны быть по возможности одинакового сечения. Это условие диктуется необходимостью уменьшить закалку свариваемой стали в зоне термического влияния шва. Зона отпуска от наложения последующих валиков частично проходит по зоне закалки предыдущих валиков и отпускает ее. В результате этого вся зона термического влияния может быть равномерно отпущена.
При многослойной сварке надо так организовать работу, чтобы после наложения первого слоя сварщик переходил к следующему изделию или участку шва, а подручный тем временем очищал первый слой от шлака. После наложения первого слоя на втором изделии или участке шва сварщик наплавляет второй слой на первом изделии или участке шва, а подручный очищает шов а втором изделии.
При многослойной сварке нужно тщательно зачищать каждый валик от окисной пленки, характеризующейся появлением цветов побежалости. Сварку продольных швов следует начинать и заканчивать на технологических выводных планках из того же металла, что и свариваемые изделия. После окончания сварки инертный газ (подается до полного остывания нагретых участков. Техника сварки импульсной и непрерывной дугой одинакова.
При многослойной сварке после выполнения корневого шва проковывают все последующие слои.
При многослойной сварке после наложения каждого слоя необходимо зачистить шзы и свариваемые кромки от шлака и устранить обнаруженные дефекты.
Схематическое изображение работы при сварке различных. При многослойной сварке каждый слой тщательно очищают. Число слоев определяют исходя из диаметра электрода.
При многослойной сварке каждый слой ш а должен быть тщательно очищен от шлака и брызг металла; если в слое имеются поры, раковины и трещины, их надо вырубить.
При многослойной сварке после наложения каждого слоя необходимо зачистить швы и свариваемые кромки от шлака и устранить обнаруженные дефекты.
При многослойной сварке слои наплавляются поочередно с обеих сторон или же, если невозможно поворачивать изделие, сварку ведут в вертикальном положении, одновременно с двух сторон.
При многослойной сварке каждый предыдущий шов должен быть зачищен от шлака и брызг перед наложением последующего слоя шва.
При многослойной сварке каждый последующий слой ведут в направлении, обратном предшествующему, замыкающие участки каждого слоя располагают вразбежку по отношению друг к другу. Это улучшает качество сварки.
При многослойной сварке каждый слой сваривается только после остывания предыдущего. В качестве источников тока для дуговой сварки используются сварочные преобразователи, трансформаторы и выпрямители.
При многослойной сварке каждый слой тщательно очищают. Число слоев определяют, исходя из диаметра электрода.
§ 35. Сварка в нижнем положении
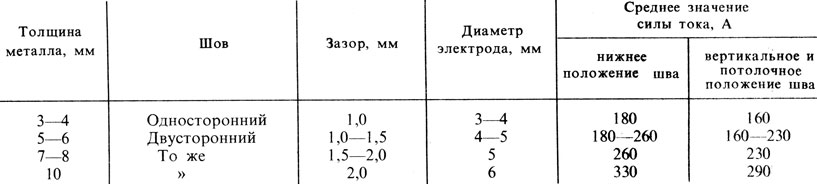
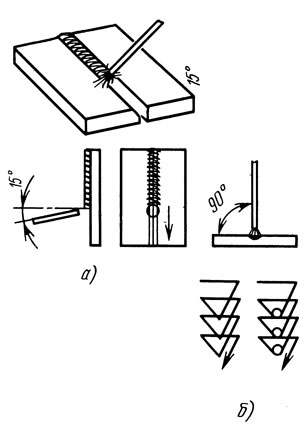
Сварка стыковых швов. Односторонние стыковые швы без скоса кромок выполняют покрытыми электродами диаметром, равным толщине свариваемых листов, если она не превышает 4 мм. Сила тока подбирается в зависимости от диаметра электрода, вида и толщины покрытия (табл. 10). Листы без скоса кромок толщиной от 4 до 10 мм сваривают двусторонним швом. Положение и поперечные движения электрода при сварке приведены на рис. 51.
Примечание.
Стыковые соединения со скосом двух кромок (V-образные) в зависимости от толщины металла выполняют однослойными, многослойными или многопроходными швами (см. рис. 48).
Оптимальный угол раскрытия шва определяется следующими соображениями. Большой угол разделки (80 - 90°) обеспечивает большие удобства сварщику, уменьшает опасность непровара корня, но увеличивает объем наплавленного металла, следовательно, уменьшает производительность и увеличивает деформации изделия. Для нормального процесса ручной дуговой сварки принят угол разделки 60°. Он может быть увеличен на 65° для тонких листов и уменьшен до 55° для листов толщиной более 15 мм.
Зазор между стыкуемыми элементами и притупление кромок составляет от 1,5 до 4,0 мм в зависимости от толщины листов, режима сварки и характера свариваемой конструкции.
Наиболее трудным при сварке является получение полного (надежного) провара корня шва. Здесь чаще всего бывают различные дефекты, например непровар, газовые и шлаковые включения. Поэтому, если это возможно, следует подваривать корень шва с обратной стороны.
Металл толщиной от 4 до 8 мм проваривается однослойным (однопроходным) швом. Однослойные швы с V-образным скосом кромок выполняют поперечными колебательными движениями электрода в виде треугольников без задержки в корне шва (листы толщиной 4 мм) и с задержкой в корне шва (толщиной 8 мм, рис. 51).
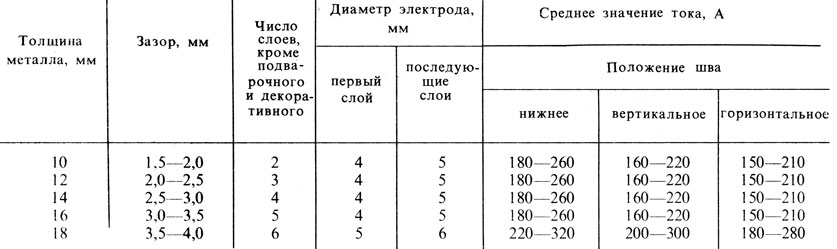
Листы толщиной 12 мм и более соединяются встык с двумя симметричными скосами двух кромок (с Х-образным скосом кромок) многослойным или многопроходным швом. Многослойный шов выполняется быстрее многопроходного. Выбор многослойного или многопроходного шва зависит от химического состава и толщины свариваемой стали.
Многопроходной шов выполняется тонкими и узкими валиками, без поперечных колебательных движений электрода. Сварку рекомендуется выполнять электродами, предназначенными для опирания. В этом случае применяют электроды диаметром от 1,6 до 3 мм (редко 4 мм). Весь многопроходной шов может выполняться электродами одного и того же диаметра (см. гл. XX).
Каждый слой многослойного шва имеет увеличенное в несколько раз сечение по сравнению с сечением каждого валика при многопроходной сварке; поэтому многослойный шов обеспечивает повышенную производительность.
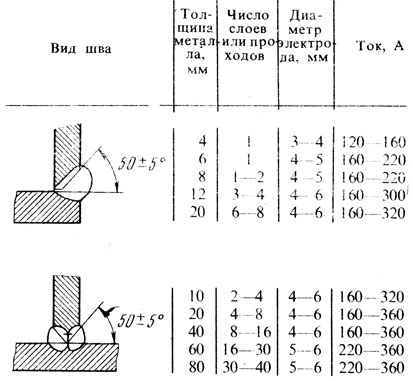
Режимы дуговой сварки покрытыми электродами нижних V-образных стыковых многослойных швов даны в табл. 11.
Примечание. Максимальные значения силы тока должны уточняться по данным паспорта электродов.
Иногда для обеспечения провара по всей толщине металла сварка ведется на медной подкладке толщиной 4 - 6 мм. В этом случае сварочный ток можно повысить на 20 - 30%, не опасаясь сквозного проплавления. Если конструкция и назначение сварного изделия допускают сквозное проплавление, сварка может вестись на остающейся стальной подкладке.
В особо ответственных конструкциях перед подваркой шва с обратной стороны его предварительно зачищают резаком для поверхностной резки или резцом для удаления возможных дефектов (непровара, трещин, газовых и шлаковых включений).
Стыковые Х-образные швы применяют для стали толщиной от 12 до 40 мм. Подготовка кромок, угол скоса, величина зазора и притупления, техника выполнения швов при этом такие же, как и при сварке листов с V-образной разделкой. Чтобы достаточно прогревался и отжигался металл каждого нижележащего слоя, толщина слоев должна быть не более 4 - 5 мм и не менее 2 мм. Например, для выполнения Х-образных швов при сварке листов толщиной 12 мм нужно положить 4 - 6 слоев, а для толщины 40 мм - 10 - 16 слоев (отжигающий и декоративный слои не учитываются).
Стыковые швы листов большой толщины (более 20 мм) целесообразно сваривать с криволинейным скосом двух кромок. Такая подготовка позволяет применять электроды повышенного диаметра, обеспечивает надежный провар и равномерную усадку металла шва.
Швы с двусторонним симметричным скосом двух кромок (Х-образные) имеют следующие преимущества перед швами с односторонним скосом двух кромок (V-образные):
1. Уменьшение объема наплавленного металла в 1,6 - 1,7 раза и, следовательно, увеличение производительности сварки.
2. Уменьшение деформаций от сварки.
3. Возможный непровар в корне шва расположен в нейтральном сечении и поэтому менее опасен.
Для уменьшения коробления сварного изделия рекомендуется выполнять швы попеременно с одной и с другой стороны листа. При сварке в нижнем положении для этого требуется частая кантовка изделия. Поэтому целесообразно устанавливать изделие вертикально и сваривать его одновременно с двух сторон. Работу в этом случае выполняют два сварщика.
Сварка угловых швов. При выполнении угловых швов наклонным электродом (рис. 52, а ) жидкий металл под действием силы тяжести стремится стекать на нижнюю плоскость. Поэтому выполнение этих швов лучше производить "в лодочку" (рис. 52, б ), в частности электродами, которые позволяют вести сварку опиранием покрытия на свариваемые кромки изделия.
Сварка "в лодочку" угловых швов для листов толщиной до 14 мм возможна без скоса кромок (двусторонняя сварка) или с частичной разделкой кромок и увеличенным размером притупления. Зазор между свариваемыми элементами не должен превышать 10% толщины листа.
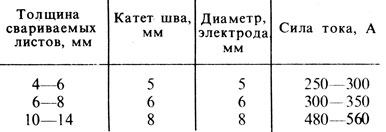
12. Режимы сварки угловых швов "в лодочку" с опиранием электрода
Примечание. Максимальные значения силы тока должны уточняться по данным паспорта электродов.
Режимы сварки "в лодочку" с опиранием электрода даны в табл. 12.
Однако не всегда можно установить сварное изделие для сварки "в лодочку"; тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа. Тщательный прогрев кромок свариваемых частей достигается правильным движением электрода, который следует держать под углом 45° к поверхности листов и производить поперечные движения треугольником без задержек или с задержками в корне шва. В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.
Угловые швы в нижнем положении с катетами до 10 мм выполняют сваркой в один слой электродами диаметром до 5 мм, иногда без поперечных движений.
Угловые швы без скоса кромок с катетами более 10 мм могут выполняться в один слой, но с поперечными движениями электрода треугольником, причем лучший провар корня шва обеспечивается задержкой электрода в корне шва (см. рис. 52).
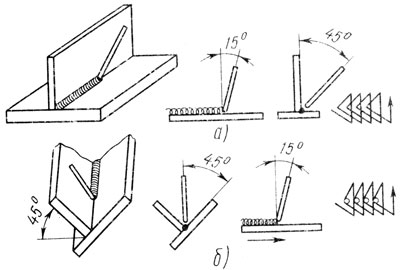
Рис. 52. Положение и движения электрода при сварке угловых швов: а - наклонным электродом, б - "в лодочку"
Угловые швы с односторонним или двусторонним скосом кромок применяют при изготовлении особо ответственных изделий.
Скос кромок у стенки тавра делают под углом 50+5°. При толщине стенки до 4 мм шов со скосом кромки выполняют в один слой; при большей толщине сварка ведется в несколько слоев и проходов. При выполнении многослойных тавровых швов наклонным электродом швы обычно получаются с неравными катетами на полке и стенке. Поэтому при проектировании сварных изделий допускаются угловые швы с неравными катетами.
Примерные режимы сварки тавровых соединений со скосом кромок даны в табл. 13.
Сварка многослойных швов имеет свои особенности. После сварки каждого слоя необходимо тщательно очищать его от шлака, а зате-м сваривать следующий слой. Последний слой служит выпуклостью и одновременно термообрабатывает предыдущие слои, что улучшает качество металла шва.
Сварка многослойных швов с разделкой, кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
Сварку многослойных швов выполняют с возможно большим числом проходов, для того чтобы предохранить свариваемый металл от сильного перегрева, образования большой ваины расплавленного металла и чрезмерной усадки при охлаждении, приводящей к образованию пор и трещин в наплавленном металле. Сварка с большим числом проходов оказывает благоприятное действие на коррозионную стойкость сварных швов. Каждый последующий шов накладывается в направлении, обратном предыдущему.
Сварку многослойных швов вне зависимости от толщины металла следует, как правило, выполнять на одних и тех же режимах. Толщина металла сказывается только на количестве слоев. Все слои, кроме первого, рекомендуется выполнять на одном режиме. Это особенно важно при автоматической и полуавтоматической сварке: при этом отпадает необходимость в переналадке режима. При наложении первого слоя требуются такие же меры для удержания сварочной ванны, как и при однослойных швах. Формирование обратного валика при односторонней сварке многослойных швов тоже не отличается стабильностью.
При сварке многослойных швов производят зачистку от брызг отдельности.
При сварке многослойных швов без зачистки шлака эти вспомогательные затраты времени отпадают. Сварку многослойных швов тавровых и на-хлесточных соединений без зачистки шлака выпол-няют в следующем порядке (фиг. Первый валик 1 накладывают непосредственно в угол, вто - Фиг. Порядок рым валиком 2 перекрывают на 40 - 60 % первый наложения швов валик, накладывая его рядом с первым, третий ва-го соЕеадивее яР без лик 3 снова накладывают в угол так, как первый, эачистки шлака.
При сварке многослойных швов обязательно производится зачистка каждого предыдущего слоя от брызг и шлака.
При сварке многослойных швов первый шов сваривают электродом с диаметром не более 4 мм, так как иначе может быть непровар корня шва.
Новые статьи
- Русско-португальский разговорник для туристов (путешественников) с произношением
- Португальский язык для туристов
- Какие основные различия испанского языка в Испании и Латинской Америке?
- Датско-русские онлайн-переводчики Датский язык переводчик
- Чем отличается португальский язык от испанского
- Транзитный сатурн в оппозиции к натальному сатурну Оппозиция Луна – Сатурн в радиксе мужчины
- Гороскоп работы и денег
- Защита от сглаза и зависти поможет сохранить то, что дорого Как ставить защиту от
- Что значит, если снится сон во сне?
- Китайский гороскоп БЫК (Вол)
Популярные статьи
- Травяные чаи при боли в горле
- Что делать при поносе и температуре у взрослого
- Гадание на воске: правильное толкование фигур Порядок проведения гадания
- Совместимость лунных рыб Кто подходит женщине с луной в рыбах
- Что любит Скорпион в сексе?
- Снилось сосед спускается со стремянки по ванге
- Краткий курс теоретической механики
- Подготовка к ЕГЭ по математике (профильный уровень): задания, решения и объяснения
- Софийско-успенский собор в тобольске
- Полтавская епархия подтвердила свою верность канонической упц